
Организация промышленного освоения новой продукции шпора
Курсовая работа
по дисциплине:
Создание новых видов продукции осуществляется в процессе подготовки производства, которая осуществляется вне рамок производственного процесса.
Процесс подготовки производства представляет собой особый вид деятельности, совмещающий разработку научно-технической информации с её превращением в материальный объект – новую продукцию.
Процесс подготовки подразделяется на следующие работы: исследовательские, конструкторские, технологические, производственные, экономические.
Работы инженерного характера (НИР, технические и организационные разработки) являются основными для подготовительной стадии.
Следующая стадия – процессы изготовления и испытания макетов, опытных образцов и серий машин. Они называются экспериментальными производственными процессами.
Эффективность процесса обновления выпускаемой продукции на машиностроительных предприятиях во многом определяется правильностью, рациональностью выбранного метода перехода на производство новых изделий. Характер обновления выпускаемой продукции зависит от ряда факторов:
• имеющиеся в распоряжении предприятия ресурсы, которые могут быть использованы для организации освоения новой продукции (капитальные вложения и их материализация в виде производственных помещений, оборудования, технологического оснащения, а также людские ресурсы);
• различия в степени прогрессивности осваиваемого и снимаемого с производства изделий;
• степень подготовленности предприятия к освоению новой продукции (комплектность и качество технической документации, степень готовности технологического оборудования и оснащения, уровень квалификационной подготовки персонала, наличие дополнительных производственных помещений и т.д.);
• конструкторско-технологические особенности продукции;
• спрос на продукцию, производимую предприятием;
• уровень унификации осваиваемой и снимаемой с производства продукции.
Используемые в машиностроении методы перехода на выпуск новой продукции различаются, прежде всего, степенью совмещения времени выпуска заменяемых и осваиваемых моделей (либо наличием перерыва между окончанием выпуска заменяемой и началом выпуска осваиваемой модели), а также соотношением темпов снижения выпуска снимаемой с производства и темпов нарастания выпуска осваиваемой продукции. Однако при всем многообразии вариантов протекания процессов обновления продукции машиностроения, определяемого различным проявлением перечисленных выше факторов, можно выделить характерные методы перехода на новую продукцию: последовательный, параллельный и параллельно-последовательный.
Последовательный метод перехода характеризуется тем, что производство новой продукции начинается после полного прекращения выпуска продукции, снимаемой с производства
Непрерывно-последовательный вариант характеризуется тем, что выпуск осваиваемого изделия начинается сразу же после прекращения выпуска изделия, снимаемого с производства. Организация освоения по этому варианту в организационно-технологическом отношении значительно сложнее. Требуется высокая степень законченности работ по технологической подготовке производства нового изделия к началу его освоения.
В массовом производстве применяется параллельно-поэтапный вариант параллельного метода. Он характерен тем, что процесс обновления выпускаемой продукции выполняется в несколько этапов, в ходе которых осваивается выпуск переходных моделей, отличающихся от предшествующей модели конструкцией отдельных агрегатов и узлов. На каждом этапе происходит обновление не конечной продукции предприятия, а только отдельных ее составных элементов.
Параллельно-последовательный метод перехода достаточно широко применяется в массовом производстве при освоении новой продукции, существенно отличающейся по конструкции от снимаемой. При этом на предприятии создаются дополнительные мощности (участки, цехи), на которых начинается освоение нового изделия – отрабатываются технологические процессы, проводится квалификационная подготовка персонала, организуется выпуск изделий, подлежащих замене. После завершения начального периода освоения в основном производстве продолжается выпуск изделий, подлежащих замене. После завершения начального периода освоения происходит кратковременная остановка, как в основном производстве, так и на дополнительных участках, в течение которой осуществляется перепланировка оборудования. При этом оборудование дополнительных участков передается в цехи основного производства. По завершении работ в этих цехах организуется выпуск новой продукции.
Недостатком этого метода являются очевидные потери в суммарном выпуске продукции за время остановки производства и в начале последующего периода освоения нового изделия в цехах. Однако проведение начальных этапов освоения на дополнительных (временных) участках позволяет позднее, при развертывании выпуска, обеспечить высокие темпы нарастания выпуска нового изделии.
1. Организация освоения производства новой продукции
Освоение производства – это начальный период промышленного производства новой продукции, в течение которого обеспечивается достижение запланированных проектных технико-экономических показателей (прежде всего проектного выпуска новых изделий в единицу времени и соответствующих этому выпуску проектной трудоемкости и себестоимости единицы продукции). Выделение этого периода целесообразно только для условий массового и серийного типов производства, для которых характерна стабильность номенклатуры продукции, выпускаемой предприятием в течение определенного времени; в единичном производстве периоде освоения практически отсутствует, так как обновление номенклатуры связано с выпуском каждого нового единичного изделия либо небольшой партии.
В период освоения продолжается конструкторско-техническая доработка нового изделия и приспособление самого производства к выпуску новой продукции. Поэтому одной из характерных черт этого периода является динамичность технико-экономических показателей производства.
В этот период поступает значительное количество конструкторско-технологических изменений, которые не только требуют внесения корректировок в техническую документацию, но и изменения уже освоенных технологических операций, технологического оснащения, а иногда и процессов в целом.
Внесение изменений ведет к растягиванию периода освоения, росту затрат. В период освоения многим рабочим, особенно занятым в основных цехах предприятий массового типа производства, приходиться вновь осваивать технологические операции, обслуживаемое оборудование, технологическое оснащение, т.е. приобретать профессиональные навыки в изменившихся производственно-технических условиях.
Для выработки рациональных трудовых приемов требуется определенное время.
Кроме того, основные характеристики процесса освоения – продолжительности этого периода, динамизм затрат – в значительной степени зависят и от подготовленности предприятия к обеспечению развернутого серийного или массового производства. При высокой степени готовности специального оборудования и оснастки к началу развернутого выпуска продукции удается значительно сократить период освоения, обеспечить небольшое превышение трудоемкости первых промышленных изделий в сравнении с проектной трудоемкостью.
При значительном несоответствии уровня технологического оснащения к началу освоения тому уровню, который предусмотрен для обеспечения проектного выпуска изделий – период освоения затягивается, имеет место значительное превышение трудоемкости и себестоимости изделий первых лет выпуска в сравнении с проектным показателями. Высокий уровень готовности основных средств к началу производства требует значительных капитальных вложений, которые в отдельных случаях могут оказаться чрезмерно большими. Существует и риск отказа от какой-то части технологического оснащения при интенсивном потоке конструкторских изменений в период оснащения. Поэтому для определенных видов продукции в зависимости от типов производства обычно устанавливаются оптимальные объемы оснащения к началу периода освоения.
Организация производства новой продукции требует на только создания новых технологических процессов и внесения изменений в технику производства, но и изменения форм и методов организации труда и производства, изменения структуры кадров.
Организационная подготовка производства представляет собой комплекс работ и процессов, направленных на разработку проекта организации во времени и пространстве производственного процесса изготовления нового изделия, системы организации и оплаты труда, системы материально-технического обеспечения, нормативной базы внутризаводского планирования для продукции, впервые запускаемой в производство.
Понятие, этапы промышленного освоения продукции
Освоение производства— это начальный период промышленного производства новой продукции, в течение которого обеспечивается достижение запланированных проектных технико-экономических показателей (проектного выпуска новых изделий в единицу времени и соответствующих этому выпуску проектной трудоемкости и себестоимости единицы продукции). Выделение этого периода целесообразно только для условий массового и серийного типов производства, для которых характерна стабильность номенклатуры продукции, выпускаемой предприятием в течение определенного времени; в единичном производстве период освоения практически отсутствует, так как обновление номенклатуры связано с выпуском каждого нового единичного изделия.
В этот период поступает значительное количество конструкторско-технологических изменений, которые не только требуют внесения корректировок в техническую документацию, но и изменения уже освоенных технологических операций, технологического оснащения, а иногда и процессов в целом. Объем таких изменений может быть весьма значительным.
В период освоения многим рабочим, особенно занятым в основных цехах предприятий массового типа производства, приходится вновь осваивать технологические операции, обслуживаемое оборудование, технологическое оснащение, т.е. приобретать профессиональные навыки в изменившихся производственно-технических условиях.
В процессе освоения выпуска новых видов продукции выделяют следующие этапы: техническое, производственное и экономическое освоение.
Началом технического освоения считается получение производственным подразделением технической документации и опытного образца изделия одновременно с заданием приступить к его промышленному изготовлению, а окончанием – достижение технических параметров конструкции, определенных стандартов или техническими условиями.
Экономическое освоение производства новой продукции предполагает достижение основных проектных экономических показателей выпуска изделий. Как правило, затраты на производство первых изделий в несколько раз превышают затраты на серийно выпускаемую продукцию. В последующем происходит резкое снижение этих затрат. Однако с течением времени темпы снижения замедляются и затем становятся незначительными.
Динамика производственных затрат в период освоения новой продукции
Динамика производственных затрат в период освоения определяется рядом факторов, в том числе уровнем подготовленности предприятия к освоению новой продукции. Этот уровень отражает степень законченности работ различного вида по подготовке производства, способность предприятия обеспечить проектный выпуск продукции и может характеризоваться рядом показателей. Наиболее значимый из них — коэффициент готовности основных средств. При малых значениях коэффициента готовности (0,2. 03) первые изделия имеют повышенную трудоемкость и себестоимость, период освоения растягивается во времени на месяцы, а то и на годы. При значениях коэффициента, близких к единице, удается уже в начале периода освоения выйти на уровень производственных затрат, близких к проектному, а сам период освоения свести к минимуму. Предприятия, изготавливающие конкурентоспособную продукцию, предпочитают начинать выпуск продукции при высоких значениях коэффициента готовности. Такая стратегия обеспечивает очевидные выгоды за счет сокращения периода освоения, однако требует привлечения значительных инвестиций к моменту начала производства. К тому ж при такой стратегии высока степень экономического риска, поскольку реальный объем продаж может оказаться ниже потенциально возможного выпуска продукции.
Основные характеристики процесса освоения — продолжительность этого периода, динамизм затрат — в значительной степени зависят и от степени подготовленности предприятия к обеспечению развернутого серийного или массового производства. При высокой степени готовности специального оборудования и оснастки к началу развернутого выпуска продукции удается значительно сократить период освоения, обеспечить сравнительно небольшое превышение трудоемкости первых промышленных изделий в сравнении с проектной трудоемкостью.
Организация перехода на выпуск новой продукции
Существуют две основные формы перехода на выпуск новых изделий: с остановкой и без остановки производства. В каждой из этих форм выделяются последовательный, параллельный и параллельно-последовательный методы.
Последовательный метод перехода характеризуется тем, что производство новой продукции начинается после полного прекращения выпуска продукции, снимаемой с производства.
Выделяют прерывно - последовательный и непрерывно - последовательный варианты этого метода. При прерывно – последовательном методе после прекращения выпуска старого изделия на тех же производственных площадях выполняются работы по перепланировке и монтажу технологического оборудования и транспортных средств, а по их завершении начинается освоение производства нового изделия. Продолжительность этих работ и определяет величину времени остановки производства - DТ, в течение которого отсутствует выпуска как новых, так как потери в суммарном выпуске продукции здесь самые высокие. Их долго не удается компенсировать, что не позволяет использовать прерывно-последовательный метод в практике освоения новых изделий.
Непрерывно-последовательный вариант последовательного метода характеризуется тем, что выпуск осваиваемого изделия начинается сразу же после прекращения выпуска изделия, снимаемого с производства, т.е. DТ = 0. Хотя при этом и возникают потери в суммарном выпуске изделий, но они могут быть сведены к минимуму за счет высоких темпов нарастания выпуска осваиваемого изделия. Здесь требуется высокая степень законченности работ по технологической подготовке производства нового изделия к началу его освоения.
Параллельный метод перехода характеризуется тем, что одновременно с сокращением объемов производства старой продукции происходит нарастание выпуска новой. Продолжительность времени совмещения выпуска снимаемой с производства продукции и вновь осваиваемой может быть различной. Этот метод наиболее часто применяется в машиностроении как в массовом, так и в серийном производстве.
Основное его преимущество по сравнению с последовательным методом состоит в том, что удается значительно сократить потери в суммарном выпуске продукции при освоении нового изделия.
При параллельно-последовательном методе перехода на предприятии создаются дополнительные мощности, на которых начинается освоение нового изделия. Отрабатываются технологические процессы, проводится квалификационная подготовка персонала, организуется выпуск первых партий новой продукции. В этот начальный период освоения в основном производстве продолжается выпуск изделий, подлежащих замене. После завершения начального периода освоения происходит кратковременная остановка как в основном производстве, так и на дополнительный участках, в течение которой осуществляется перепланировка оборудования: оборудование дополнительных участков передается в цехи основного производства. По завершении этих работ в основном производстве организуется выпуск новой продукции.
Параллельно-последовательный метод широко применяется в условиях массового производства при освоении новой продукции, существенно отличающейся по конструкции от снимаемой. Недостатком этого метода являются очевидные потери в суммарном выпуске продукции за время остановки производства и в начале последующего периода освоения нового изделия в цехах. Кроме того, требуются дополнительные площади для организации временных участков. Однако проведение начального этапа освоения на дополнительных участках позволяет обеспечить высокие темпы нарастания выпуска нового изделия.
Основные правила построения сетевых графиков.
1. Нельзя допускать наличия одинакового кода для разных работ.
2. Сетевой график не должен содержать тупиков, т. е. событий, кроме завершающего, из которых не выходит работа.
3. Не должно быть событий, кроме исходного, в которые не входит ни одна работа.
4. Сеть не должна содержать замкнутых контуров.
Основные временны́е параметры сетевой модели:
– продолжительность критического пути;
– ранний срок наступления события;-поздний срок наступления события;
– ранний срок начала работы;-поздний срок начала работы;
– ранний срок окончания работы;-поздний срок окончания работы;
– резерв времени работы;
– резерв времени события;
– резерв времени пути.
Оптимизация сетевого графика осуществляется путем рассмотрения различных вариантов сокращения критического пути за счет использования резервов ненапряженных путей.
Сокращение продолжительности работ критического пути может достигаться: заменой последовательного выполнения работ параллельным там, где это допустимо по характеру техпроцесса и организации работ; перераспределения резервов между работами сетевого графика.
Оптимизация сетевого графика осуществляется для достиженияцели: длительность критического пути не должна превышать директивный срок выполнения комплекса работ.
Процедура оперативного управления комплексом работ:
– исполнители работ в установленные сроки выдают управляющему центру информацию о ходе работ;
– оперативная информация обрабатывается с использованием ЭВМ с целью получения временны́х параметров сетевой модели;
– управляющий центр принимает решения по управлению комплексом работ;
– принятые решения доводятся до исполнителей.
Экономическая эффективность от внедрения СПУ определяется в первую очередь возможностями уменьшения общего цикла работ и сокращением затрат за счет более рационального использования трудовых, материальных и денежных ресурсов.
Уменьшение длительности комплекса работ обеспечивает сокращение сроков окупаемости инвестиций, более раннему выводу товара на рынок, что способствует конкурентному успеху предприятия.
Организация освоения новой продукции
Освоение новой продукции -совокупность разнообразных действий функциональных и производственных подразделений предприятия, в процессе которых осуществляется проверка и отработка конструкций и технологии до установленных технических требований, освоение новых форм организации производства.
Различают техническое, производственное и экономическое освоение новой продукции.
Техническое освоение заключ в достижении технических параметров конструкции, определенных стандартом или техническими условиями. Этот этап начинается с получения производственным подразделением технической документации, опытного образца изделия и задания приступить к его промышленному освоению. Производственное освоение осущ в процессе наладки пр-ва и завершается, когда все производственные звенья предприятия обеспечивают выполнение установленных объемов выпуска продукции при заданном качестве и необходимой устойчивости производства. Экономическое освоениепредполагает достижение основных проектных экономических показателей выпуска новой продукции.
На длительность периода освоения новой продукции влияет ряд факторов: новизна и сложность изделия, степень отработки технической документации, уровень оснащения, социально-психологический уровень коллектива и т.д.
Переход предприятий на выпуск нового изделия может выполняться следующими методами: последовательным, параллельным, комплексно-совмещенным и агрегатным.
Последовательный метод- производственное освоение начинается только после снятия с пр-ва ранее выпускавшегося изделия. Техническая и организационная подготовка выполняется заранее во время выпуска старой продукции. Выделяют прерывно-последовательный и непрерывно-последовательный варианты этого метода.
При прерывно-последовательном варианте освоение производства новой продукции начинается только после прекращения выпуска старого изделия и на тех же производственных площадях выполняются работы по перепланировке и монтажу технологического оборудования и транспортных средств. Это самый неэффективный вариант.
Непрерывно-последовательный вариант харак-тся тем, что выпуск осваиваемого изделия начинается сразу же после прекращения выпуска изделия, снимаемого с пр-ва. Технологическая подготовка пр-ва нового изделия заканчивается к началу его освоения. Этот вариант широко применяется в условиях массового производства при реконструкции предприятий.
Параллельный методхарак-тся одновременным сокращением объемов пр-ва старой продукции и нарастанием выпуска новой. Он обычно применяется при наличии у предприятия резервных мощностей, создании параллельно действующих участков.
Агрегатный методпредполагает постепенную замену отдельных агрегатов в конструкции выпускаемой старой модели. При завершении замены старых агрегатов новыми модель из переходной превращается в новое изделие. Этот метод обеспечивает равномерный переход на выпуск продукции при сохранении или наращивании суммарного выпуска. Однако процесс обновления выпускаемых изделий при этом растягивается.
Комплексно-совмещенный методхарак-тся совмещением выполнения отдельных работ по подготовке пр-ва к освоению новых изделий. Производственники участвуют в проектировании изделия, разработчики - в освоении его выпуска. Этот метод позволяет значительно ускорить процесс создания новой продукции за счет сокращения процедуры оформления и утверждения технической документации, исключения лишних работ, выполнения блочного проектирования и изготовления различных узлов, частичного совмещения различных работ, выполнения перехода к серийному производству без изготовления опытных образцов и опытно-промышленных партий.
После выполнения всех подготовительных этапов и начала производства новой продукции проектный объем выпуска достигается не сразу. Для этого требуется некоторое время, которое принято называть периодом освоения. На его продолжительность существенно влияют качество выполнения всех этапов технической подготовки производства и различные производственные и организационно-экономические условия на предприятии.
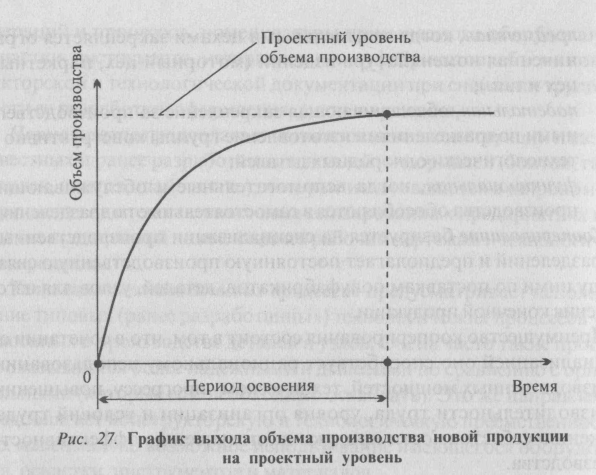
Период освоения новой продукции представляет собой совокупность разнообразных работ, в процессе которых проверяются и отрабатываются конструкции и технология до установленных технических требований, осваиваются новые формы организации производства. В этот период достигаются плановые объемы производства, намеченные экономические показатели и технико-экономические параметры выпускаемой продукции (себестоимость, качество и др.).
Для выявления и устранения конструктивных и технологических недостатков в будущем изделии запроектированная конструкция и технологический процесс экспериментально выверяются путем изготовления в условиях производства опытного образца, а затем и пробной партии.
Изготовлением опытного образца решаются следующие задачи:
• всесторонние эксплуатационные испытания опытного изделия в соответствии с заданными техническими условиями;
• соответствующие испытания наиболее ответственных узлов и деталей;
• проверка и уточнение элементов конструкции деталей и узлов, которые невозможно было точно установить предварительным расчетом;
• выявление и устранение конструктивных дефектов, проверка точности работы отдельных механизмов и изделия в целом, полная увязка всех чертежей;
• определение технологических недостатков в конструкции и внесение соответствующих изменений в чертежи в целях повышения технологичности изделия;
• экспериментальная проверка и установление более рациональных методов изготовления наиболее сложных деталей и узлов.
В отличие oт опытного образца опытная партия (серия) изделий должна изготовляться в нормальных условиях серийного или массового производства, характерных для того или иного предприятия. Цель изготовления опытной партии заключается в следующем:
• обеспечить надлежащее качество обработки и сборки изделия в полном соответствии с заданными техническими условиями;
• выверить и наладить 'технологический процесс, запроектированный для серийного производства;
• выявить и устранить дефекты технологической оснастки;
• выявить и устранить дополнительные и подгоночные работы, возникшие при изготовлении деталей, при сборке и испытании пробной партии.
В целях выявления и устранения недостатков и неувязок в чертежах и технологических процессах при изготовлении опытной партии целесообразно осуществлять контрольные сборки, заключающиеся в следующем. После пригонки деталей, их сборки и проведения необходимых испытаний изделие или его отдельные узлы разбирают, выполняют точные обмеры деталей, устанавливают фактические размеры их сопряжения и координации. Эти размеры сравнивают с заданными в чертежах. В случае отклонений выясняют их причины и вносят необходимые исправления в техническую документацию. Затем изделие подвергают повторной контрольной сборке, во время которой тщательно контролируют качество соединений и осуществляют хронометраж всех сборочных операций, определяя затраты времени на сборку при отсутствии дополнительных и пригоночных работ.
Контрольные сборки являются заключительным этапом технологической выверки изделия перед его запуском в серийное производство.
Чтобы ускорить освоение нового изделия, целесообразно разделить совокупность изменений, которым должны подвергнуться чертежи и технологические процессы по результатам изготовления опытного образца и пробной партии изделий, на три основные группы:
• изменения, обеспечивающие требуемое качество изделия, предупреждающие брак и деформацию при сборке изделия;
• изменения, направленные на повышение производительности труда, снижение трудоемкости, на сокращение производственного цикла и т. п.;
• изменения, предусматривающие дальнейшую модификацию осваиваемой продукции либо коренные усовершенствования методов ее производства.
Изменения первой группы вносятся в техническую документацию немедленно, т. е. до запуска изделия в серийное производство. Изменения второй группы осуществляются в минимальные технически возможные сроки. Изменения третьей группы передаются конструкторскому отделу для использования в порядке плановой модификации выпускаемых изделий.
Одновременно с выполнением технического и производственного этапов освоения новой продукции достигается проектный уровень основных экономических показателей. Из практики известно, что затраты на производство новых изделий в начальный период их освоения значительно превышают затраты, предусмотренные в технико-экономическом обосновании перехода к выпуску новой продукции. Через некоторое время после начала освоения в результате внедрения различных организационно-технических и экономических мероприятий затраты снижаются, а качество новой продукции повышается (рис. 28, 29). Как правило, тенденция снижения себестоимости и повышения качества при освоении производства новой продукции носит устойчивый характер, причем объем выпуска в этом случае является важнейшим фактором.
Методы перехода на производство продукции. Кроме рассмотренных факторов на продолжительность периода освоения влияет также форма перехода на производство новой продукции. Существуют две основные формы перехода: с остановкой и без остановки производства. При этом в каждой из этих форм различают последовательный, параллельный и параллельно-последовательный методы.
Выбор метода перехода существенно зависит от таких факторов:
технического уровня осваиваемого изделия, его отличия от снимаемого с производства;
технологической сложности нового изделия;
наличия резервных производственных площадей и мощностей.
Последовательный метод перехода характеризуется тем, что производство новой продукции начинается после полного прекращения выпуска продукции, снимаемой с производства. Различают два варианта такого метода: прерывно-последовательный и непрерывно-последовательный.
При прерывно-последовательном методе после прекращения выпуска старого изделия А на тех же производственных площадях сначала выполняются работы по перепланировке и монтажу технологического оборудования и после их завершения начинается освоение производства нового изделия В (рис. 30, а). Продолжительность этих работ и определяет время остановки производства ∆Т , в течение которого не производится ни старое, ни новое изделие. По экономическим показателям это наименее эффективный вариант перехода, так как за время ∆Т наблюдаются наиболее высокие потери в суммарном выпуске продукции.
При непрерывно-последовательном методе перехода выпуск осваиваемого изделия начинается сразу же после прекращения выпуска изделия, снимаемого с производства, т. е. при этом ∆Т = 0 (рис. 30, б). В данном случае также наблюдаются потери в суммарном выпуске изделий, однако они могут быть уменьшены за счет резкого сокращения периода освоения.
Параллельный метод перехода характеризуется тем, что одновременно с сокращением объема производства старой продукции увеличивается объем выпуска новой (рис. 31). Этот метод наиболее часто применяется в машиностроении. Его основное преимущество по сравнению с последовательным методом состоит в том, что удается значительно сократить потери свободных мощностей и производственных площадей. На них и начинается освоение нового изделия: отрабатываются технологические процессы, осуществляется квалификационная подготовка персонала, организуется выпуск первых партий новой продукции.
Параллельно-последовательный метод перехода на выпуск новой продукции предполагает наличие на предприятии продукции при освоении нового изделия.В этот начальный период освоения на площадях основного производства продолжается выпуск изделий, подлежащих замене (рис. 32). После завершения начального периода освоения происходит кратковременная остановка как в основном производстве, так и на дополнительных участках (∆Т), в течение сюда же передается и оборудование с дополнительных участков. После завершения которой осуществляется перепланировка площадей основного производства; этих работ в основном производстве организуется выпуск новой продукции.
Параллельно -последовательный метод широко применяется в условиях массового производства при освоении новой продукции, существенно отличающейся по конструкции от снимаемой, и позволяет обеспечить высокие темпы нарастания выпуска новой продукции после кратковременной остановки основного производства.
Читайте также: