
Разборная модель челюсти из гипса
Классификация моделей челюстей:
диагностические, которые подлежат изучению для уточнения диагноза, планирования конструкции будущего протеза;
контрольные, которые по своей сути являются диагностическими, так как регистрируют состояние полости рта до, в процессе и после лечения. Их еще называют серийными моделями;
рабочие, на которых изготавливают зубные протезы, аппараты;
вспомогательные — модели зубного ряда, противоположные протезируемой челюсти.
По условиям получения:
неразборные (монолитные), создаваемые посредством использования одной порции однотипного материала ортопедом-стоматологом или его помощником в лечебном кабинете (например, в случае использования альгинатных оттискных материалов, дающих быструю усадку) или зубным техником в гипсовочной комнате зуботехнической лаборатории.
разборные, создаваемые зубным техником в лаборатории. По назначению это всегда рабочие модели челюстей;
огнеупорные, создаваемые зубным техником из огнеупорных материалов после дублирования гипсовых моделей челюстей в специальной кювете. По назначению это всегда рабочие модели челюстей, предназначенные для литья сплавов металлов на них.
Неразборная гипсовая модель челюсти. Способ получения:
Проводимая врачом оценка качества оттиска. Оттиск считается пригодным, если точно отпечатался рельеф протезного ложа (в том числе — переходная складка, контуры десневого края, межзубные промежутки, зубной ряд) и на его поверхности нет пор, оттяжек, смазанностей рельефа слизью.
Подготовка оттиска. Оттиск после промывки под струей воды комнатной температуры должен быть дезинфицирован одним из известных способов. Для снятия внутренних напряжений в оттискном материале и улучшения смачиваемости (текучести гипса) поверхность оттиска обрабатывают (путем погружения, нанесения кисточкой или в виде аэрозоля) специальной жидкостью для снятия поверхностного натяжения (например, Хера-СВЕ; Фиксакрил и др.).
Подготовка гипса. Замешивание порошка гипса и воды. Замешанный до консистенции сметаны гипс хорошо заполняет формы и дает четкие ее отпечатки.
Заполнение оттиска предполагает порционное внесение гипса с помощью шпателя (ручной вариант) или непосредственно в оттиск через выпускное сопло вакуумного смесителя (механизированный или аппаратный вариант). Для исключения пористости и раковин в гипсовой модели заполнение оттиска гипсом сопровождается его потряхиванием и поколачиванием, но наиболее оправданным вариантом является использование специальных устройств — вибростоликов. После заполнения отпечатков зубов гипс с некоторым избытком размещают над поверхностью оттискного материала и приступают к формированию цоколя модели.
Оформление цоколя гипсовой модели проводят следующими способами:
с помощью шпателя. Для этого гипс холмиком накладывают на гладкую ровную поверхность стола и опрокидывают на него оттиск, заполненный гипсом таким образом, чтобы высота цоколя составляла 1,5—2,0 см, а дно оттискной ложки при этом было параллельно поверхности стола. Излишки гипса по периметру оттиска и оттискной ложки удаляют шпателем. При этом угол граней цоколя гипсовой модели челюсти с поверхностью стола составляет 90°;
с использованием стандартной резиновой пустотелой формы (колоты) для цоколя, в которую, после ее заливки гипсом, помещают заполненный гипсом оттиск;
с использованием элементов артикуляционных цоколей, входящих в комплект большинства современных артикуляторов.
Удаление оттискной ложки и оттискного материала с модели челюсти проводят после кристаллизации гипса. При этом: в случае применения эластических оттискных материалов — последовательно, с использованием инструментов (шпателя, скальпеля, пинцета и др.), удаляют оттискную ложку, а в последующем и оттискной материал, разрезая его на фрагменты; в случае использования термопластических материалов — требуется предварительный нагрев оттискного материала теплой водой. При этом, как правило, ложка удаляется вместе с оттискным материалом.
Механическая обработка цоколя гипсовой модели челюсти с помощью режущих инструментов (гипсовый нож) и специальных приборов (обрезной станок), направленная на придание ему равномерной толщины и параллельности боковых граней за счет удаления излишков гипса.
Разборные гипсовые модели. В мировой стоматологической практике существует большое количество методик создания разборных гипсовых моделей. При этом основным материалом для моделей во всех системах является гипс 3-го и 4-го класса (по ISO). Можно выделить три основных способа создания разборных гипсовых моделей челюстей:
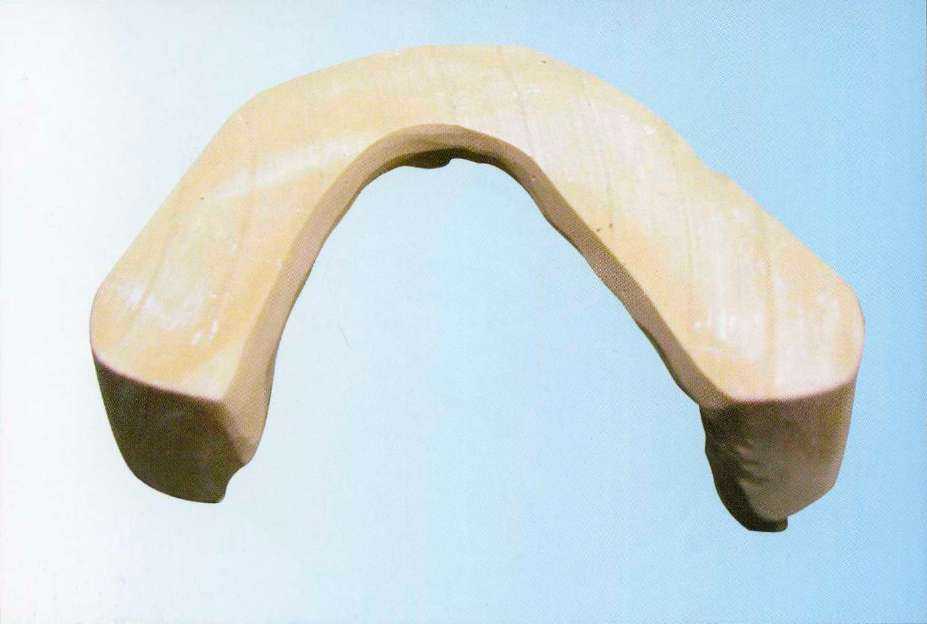
Без штифтов, с использованием полимерного цоколя модели. Прост в обращении, так как не требует применения специальных перфораторов для сверления и специального клея. Кроме того, при этом способе экономится супергипс и время для его приготовления. Состоит из следующих основных этапов:
1) подготовки оттиска (края оттиска подрезаются так, чтобы он плотно прилегал к основанию полимерного цоколя);
2) подготовки полимерного цоколя с ретенционными направляющими. После аэрозольного нанесения изолирующего слоя на внутреннюю поверхность полимерного цоколя и ретенционных направляющих, последние устанавливаются на свои места в цоколе. Нанесение такой изоляции необходимо для свободного извлечения ретенционных направляющих с фрагментами модели зубных рядов из цоколя;
3) получения модели: супергипсом последовательно заполняют оттиск и цоколь на вибростоле, после чего оттиск устанавливают в цоколь;
4) отделения оттиска от модели, которое проводят после кристаллизации гипса;
5) извлечения модели из цоколя при помощи специального пресса (при этом ретенционные направляющие свободно выходят из цоколя);
6) удаления излишков гипса твердосплавной фрезой и распиливания модели на фрагменты с помощью лобзика или с использованием алмазного диска;
7) установку фрагментов модели после обработки на свое место для дальнейшего моделирования каркасов цельнолитых мостовидных протезов.
С использованием штифтов и полимерного цоколя модели. Последовательность получения разборной модели состоит в следующем:
— подготовке оттиска (края оттиска подрезаются для создания равномерного прилегания к разметочной пластинке);
— укреплении оттиска специальным материалом на подставке с одной вертикальной стенкой, на которой располагаются две прорези для фиксации разметочных и основных пластинок;
— установке и центрировании прозрагной разметогной пластинки. На этом этапе намечаются будущие линии распилов модели. Благодаря наличию множества отверстий, идентичных друг другу, очень просто установить разметочные штифты, которые будут точно соответствовать рабочим штифтам;
— подготовке цокольной рабочей пластинки: покрытие рабочей пластинки самоклеющейся защитной пленкой. Разметочная пластинка снимается с подставки и совмещается с рабочей пластинкой. При этом разметочные штифты, вдавленные через защитную пленку на рабочей пластинке, намечают отверстия для рабочих штифтов. Остатки пленки в отверстиях очищаются с помощью ручной фрезы;
— установке рабочих штифтов, имеющих коническую форму (один конец штифта имеет ретенционные насечки для фиксации в гипсе, другой — плоский, точно соответствующий внутренней форме и диаметру отверстий в рабочей пластинке), на подготовленную цокольную рабочую пластинку;
— погружении рабочей пластинки со штифтами в супергипс, которым заполнен оттиск;
— извлечении из оттиска рабочей пластинки с моделью после затвердевания гипса;
— отделении от цоколя модели фрагмента зубного ряда. Эта манипуляция, благодаря самоклеющейся пленке, проводится достаточно легко и быстро. В дальнейшем излишки гипса убирают твердосплавной фрезой, модель распиливают с помощью тонкого алмазного диска определенного диаметра на фрагменты зубного ряда, которые после соответствующей обработки вновь устанавливают на рабочую пластинку.
С использованием штифтов и гипсового цоколя модели. Этапы:
1) окантовка оттиска специальной силиконовой массой для выравнивания высоты его краев;
2) заполнение отпечатков зубного ряда в оттиске супергипсом. После затвердевания гипса модель зубного ряда извлекается из оттиска, излишки гипса удаляются с внешней и внутренней стороны с помощью фрезы;
3) выравнивание рельефа поверхности модели зубного ряда, которая будет обращена к цоколю;
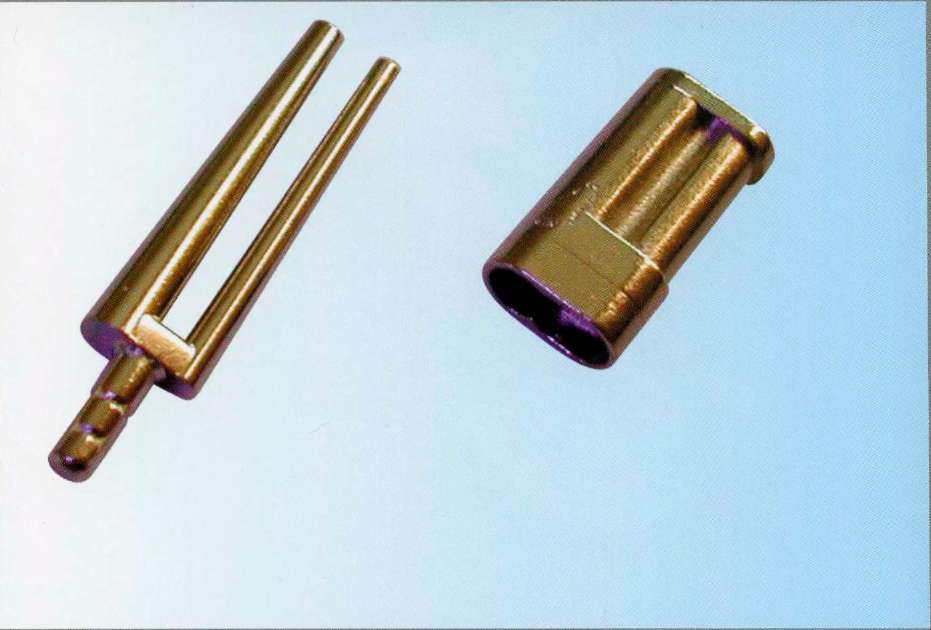
4) создание отверстий в модели зубного ряда с помощью перфоратора, куда с помощью держателя вводятся и фиксируются клеем двойные штифты с металлической втулкой;
5) нанесение изолирующих средств и установки металлических втулок, которые будут располагаться в будущем цоколе модели, после высыхания клея на поверхности фрагмента модели (зубной ряд);
6) получение цоколя разборной гипсовой модели челюсти. Для этого применяют стандартную резиновую форму для цоколя модели, в которую порциями вносят супергипс. При заполнении цокольной резиновой формы модели на область втулок наносится порция супергипса для предотвращения образования пор, после чего модель зубного ряда помещается в резиновую форму;
7) извлечение модели (после кристаллизации гипса) из резиновой формы, удаления излишков гипса и шлифования цоколя на специальном обрезном приборе;
8) отделение зубного ряда от цоколя и распиливания его на фрагменты, которые после обработки устанавливаются обратно на свои гнезда в цоколе.
Существует два варианта:
- посредством модификации получения комбинированной модели;
- с использованием системы Пиндекс.
По первому варианту нужно выделить следующие последовательные манипуляции:
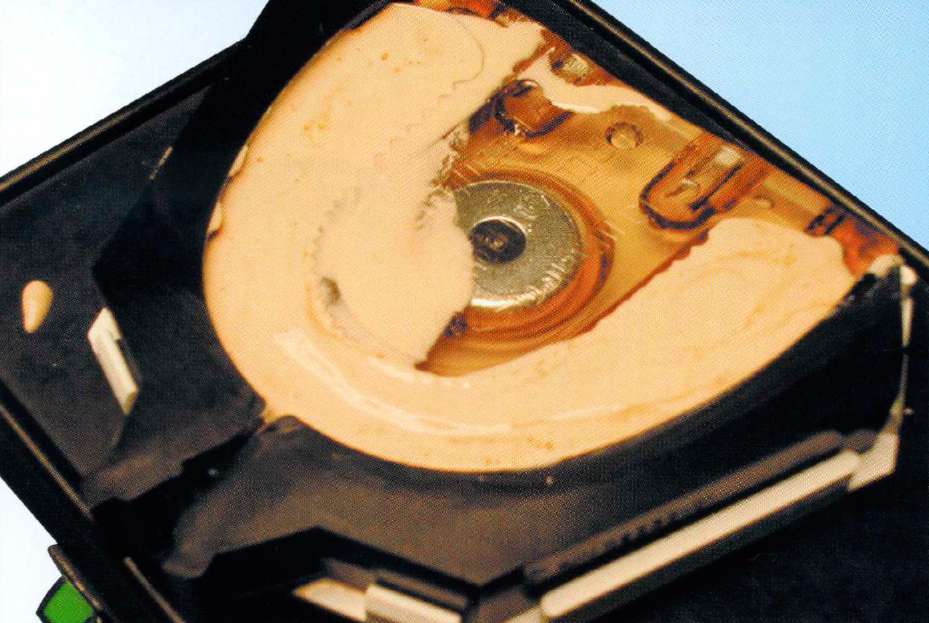
- в отпечаток нужного зуба устанавливается стандартный металлический штифт, одна поверхность которого по всей длине круглая, другая — плоская (длина штифта — 23-25 мм, ширина основания — 3 мм, ширина верхней части — 1-1,5 мм, фиксируемая в модели часть имеет диаметр 0,5-0,8 мм при длине 3-5 мм). Иглу на конце стержня изгибают и втыкают в нерабочую зону оттиска таким образом, чтобы рифленая часть штифта оказалась погруженной в отпечаток нужного зуба;
- весь зубной ряд или его фрагмент (в центре — препарированный зуб) заполняется жидким высокопрочным гипсом IV класса. После кристаллизации гипса на поверхность фрагмента наносится вазелиновое масло. Оставшийся фрагмент оттиска (цоколь) заполняется гипсом III класса;
- после кристаллизации гипса с модели челюсти последовательно и осторожно удаляют оттискную ложку и оттискной материал;
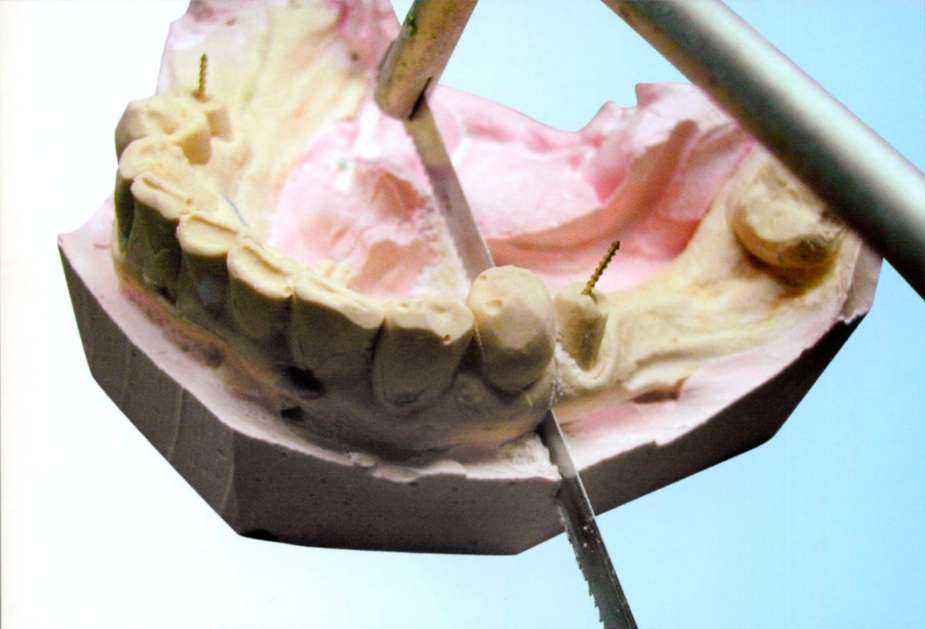
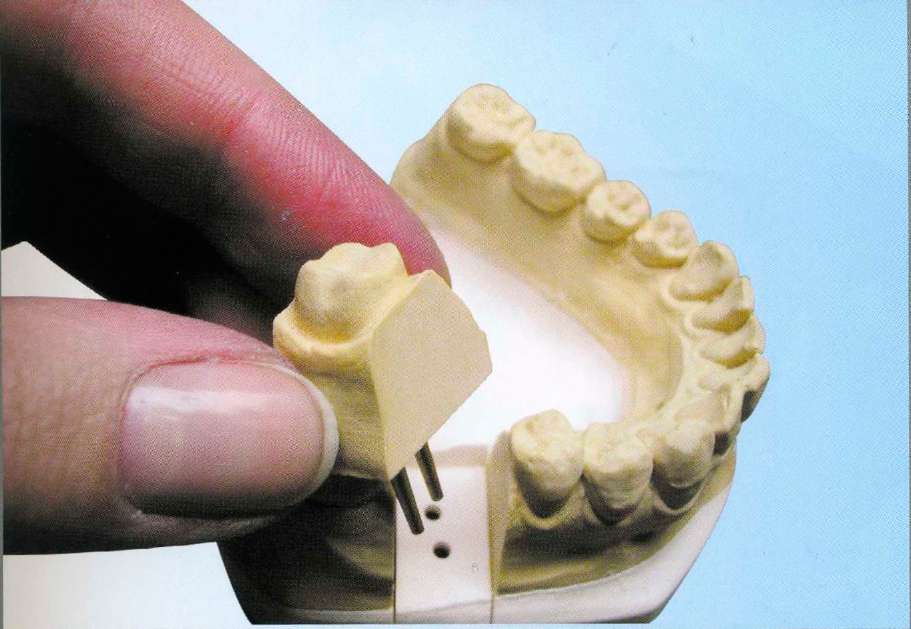
- на модели челюсти лобзиком по шейке рабочей культи, параллельно оси зуба, делают пропилы на всю толщину высокопрочного гипса;
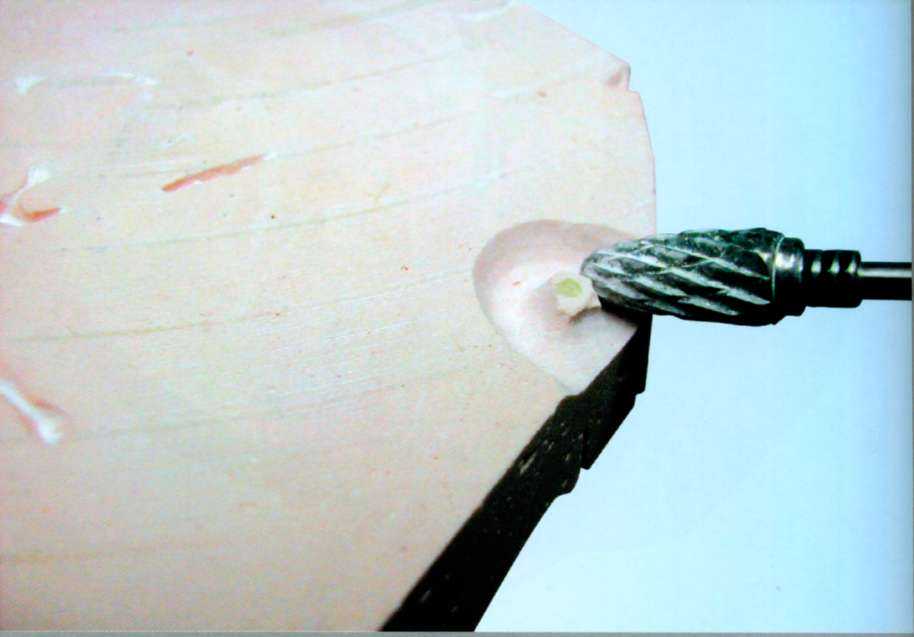
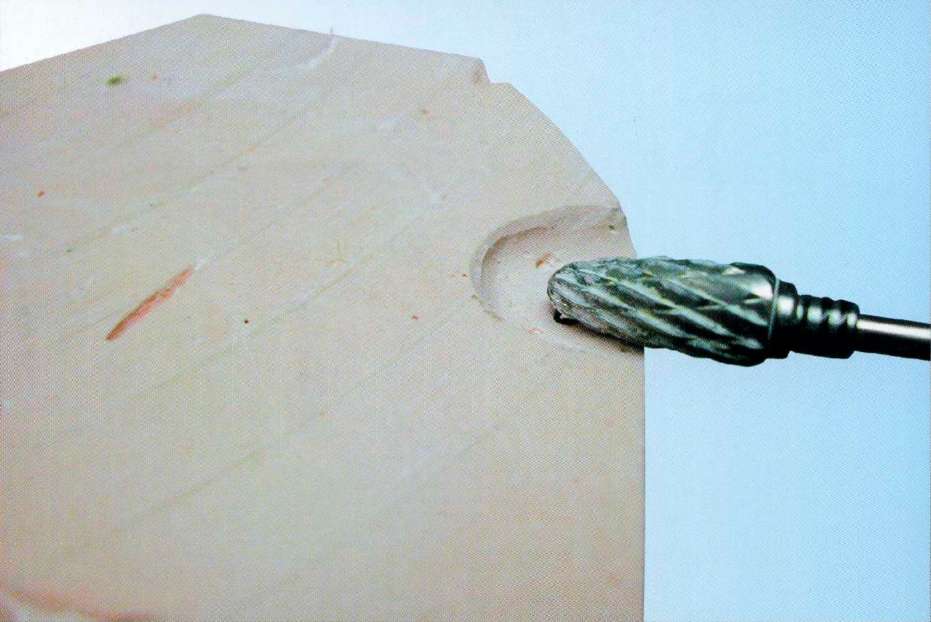
- в цоколе модели, в области проекции протезируемого зуба, создают воронкообразное углубление, на дне которого находят конец штифта, обрезают фиксирующую его иглу и выталкивают рабочую культю из модели.
В простоте получения разборной гипсовой модели по этому способу заложен его основной недостаток — неточность установки фрагментов в цоколе модели при многократном их извлечении в процессе создания протезов, особенно на нескольких опорных зубах.
Поэтому при получении разборной гипсовой модели более совершенным является второй вариант — с использованием системы Пиндекс. Этот вариант требует наличия двойных штифтов с износоустойчивой металлической втулкой, что гарантирует точность положения фрагментов в цоколе модели. Гипсовая пыль, возникающая при распиливании, не остается в подводящих каналах втулки, что обеспечивает плотную посадку фрагмента зубного ряда в цоколе модели.
Создание разборных моделей этим способом предполагает достаточно большой расход гипса, что может привести к его неконтролируемому линейному расширению. Кроме того, требуется использование дополнительного оборудования и материалов:
- прибора для обрезки моделей челюстей;
- прибора для сверления отверстий;
- клея для фиксации штифтов;
- изолирующих средств.
Последовательность создания разборной модели челюсти данным способом состоит из следующих этапов:
- окантовки оттиска специальной силиконовой массой для выравнивания высоты его краев;
- заполнения отпечатков зубного ряда в оттиске супергипсом. После затвердевания гипса модель зубного ряда извлекается из оттиска, излишки гипса удаляются с внешней и внутренней стороны с помощью фрезы;
- выравнивания рельефа поверхности модели зубного ряда, которая будет обращена к цоколю;
- создания отверстий в модели зубного ряда с помощью перфоратора, куда с помощью держателя вводятся и фиксируются клеем двойные штифты с металлической втулкой;
- нанесения изолирующих средств и установки металлических втулок, которые будут располагаться в будущем цоколе модели, после высыхания клея на поверхности фрагмента модели (зубной ряд);
- получения цоколя разборной гипсовой модели челюсти. Для этого применяют стандартную резиновую форму для цоколя модели, в которую порциями вносят супергипс. При заполнении цокольной резиновой формы модели на область втулок наносится порция супергипса для предотвращения образования пор, после чего модель зубного ряда помещается в резиновую форму (колоту);
- извлечения модели (после кристаллизации гипса) из резиновой формы, удаления излишков гипса и шлифования цоколя на специальном обрезном приборе;
- отделения зубного ряда от цоколя и распиливания его на фрагменты, которые после обработки устанавливаются обратно на свои гнезда в цоколе.
Следует отметить, что создание разборной модели этим способом требует достаточно больших затрат времени (получение зубного ряда как фрагмента модели, обработка гипса после затвердения, сверление отверстий, вклеивание штифтов, получение цоколя модели челюсти).
Одним из самых важных этапов, изготовления несъёмных протезов, является отливка разборной модели. Ведь если все этапы сделать идеально, т.е. врач получит идеально точный оттиск, просняв всю поверхность протезного ложа, техник отмоделирует идеально точную коронку, затем литейщик точно отольёт её не исказив или вместо литья будет получена коронка методом CAD/CAM, но нарушить технологию отливки разборной модели, то это приведёт к тому, что готовая конструкция окажется дефектной и придётся заново её изготовить. По этой причине необходимо тщательно выполнять этап отливки разборной модели, недопустив неточностей и нарушений технологии изготовления.
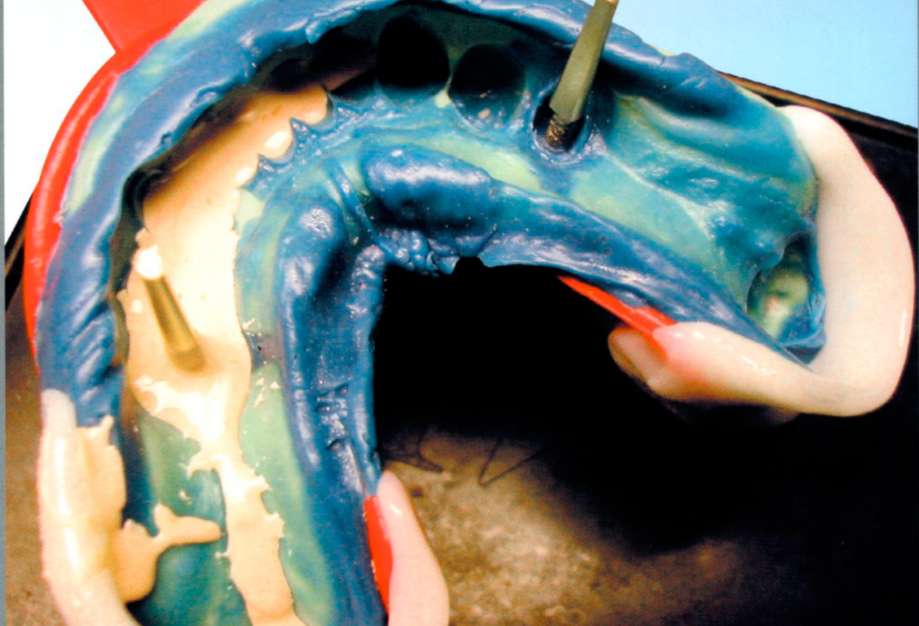
Технология изготовления разборных моделей в стоматологии очень проста, сначала в оттиск устаналиваются специальные направляющие штифты. Далее будет описана классическая технология изготовления разборных моделей челюстей. Т.е. изготовление рабочей части разборных моделей (штампиков) из гипса IV-V класса и цоколя (основания) модели из гипса III класса или из обычного гипса. Для этого мы в оттиске устанавливаем специальные направляющие штифты, соосно с клинической коронкой или культёй зуба. Существует много способов установки штифтов. Мы остановимся на самом простом. Для этого нам понадобятся булавки, если их нет, можно использовать ортодонтическую проволоку ∅0,8 или 1 мм. Затачиваем один кончик как у булавки, т.е. делаем острым, а второй в виде петли (см. рисунок). С помощью резинки (резинка для волос или от камеры колеса) соединяем булавку вместе со штифтом и фиксируем на оттиске (втыкаем в него).
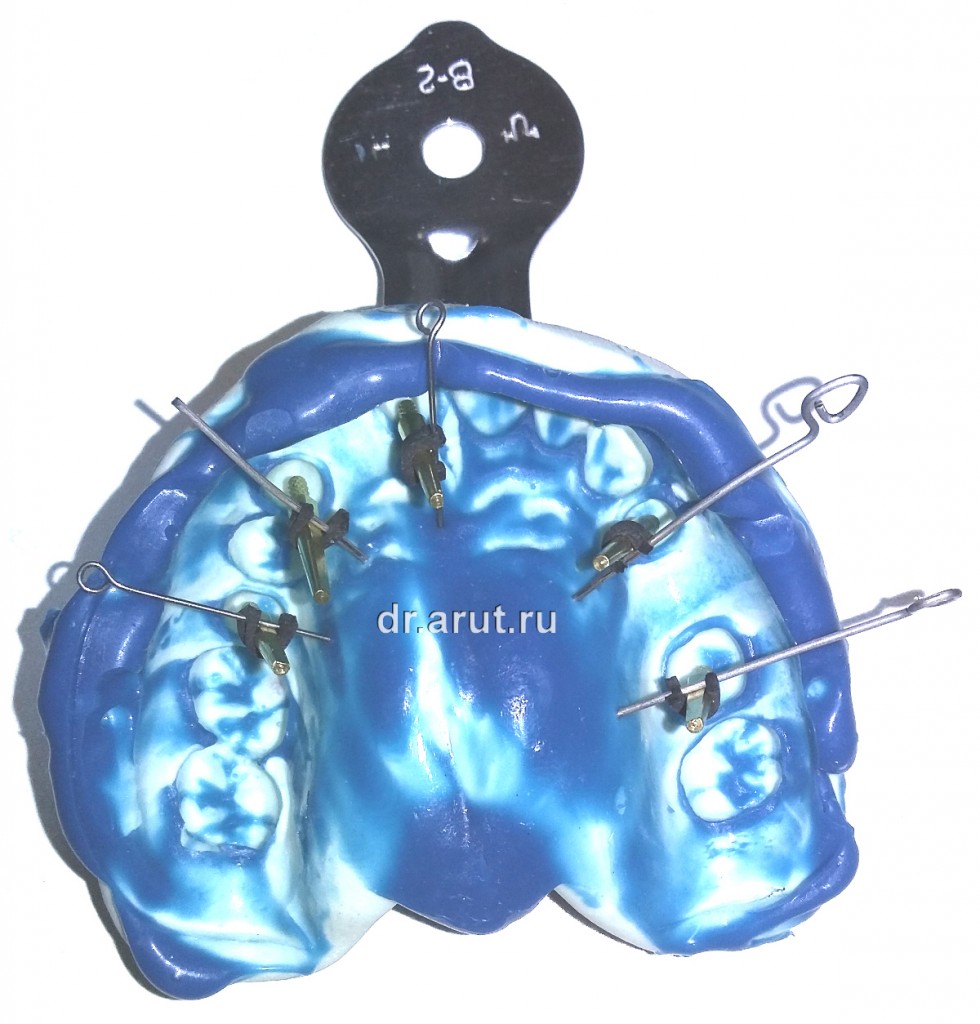
Силиконовый оттиск с установленными штифтами
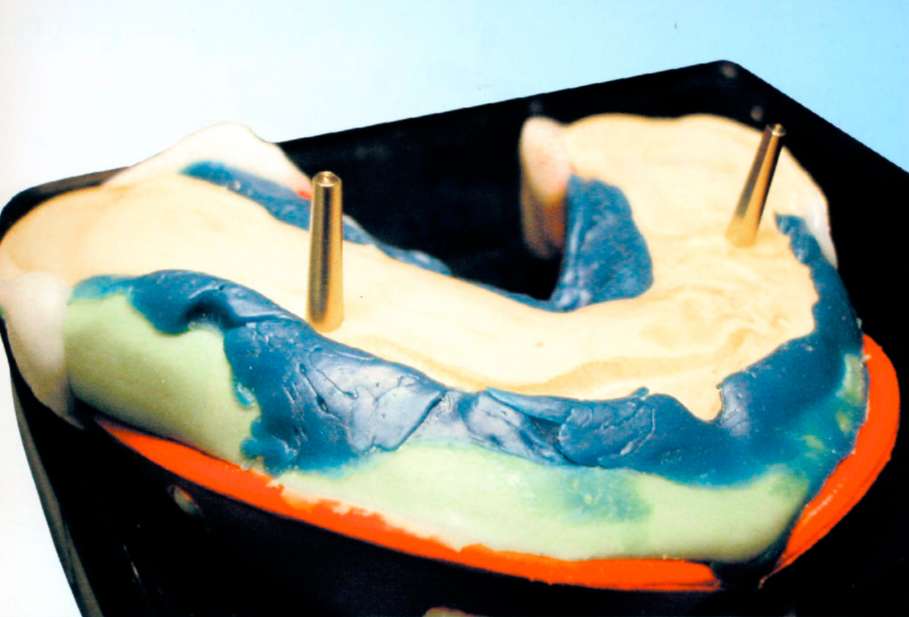
Затем заливаем гипсом IV или V класса, на 2-3 мм выше шеек зубов. Создаём захваты с помощью гипса на поверхности гипса в тех участках, которые должны соединиться с основанием модели. С этой целью лучше всего использовать гроверные шайбы ∅5мм.

Отлитая рабочая часть
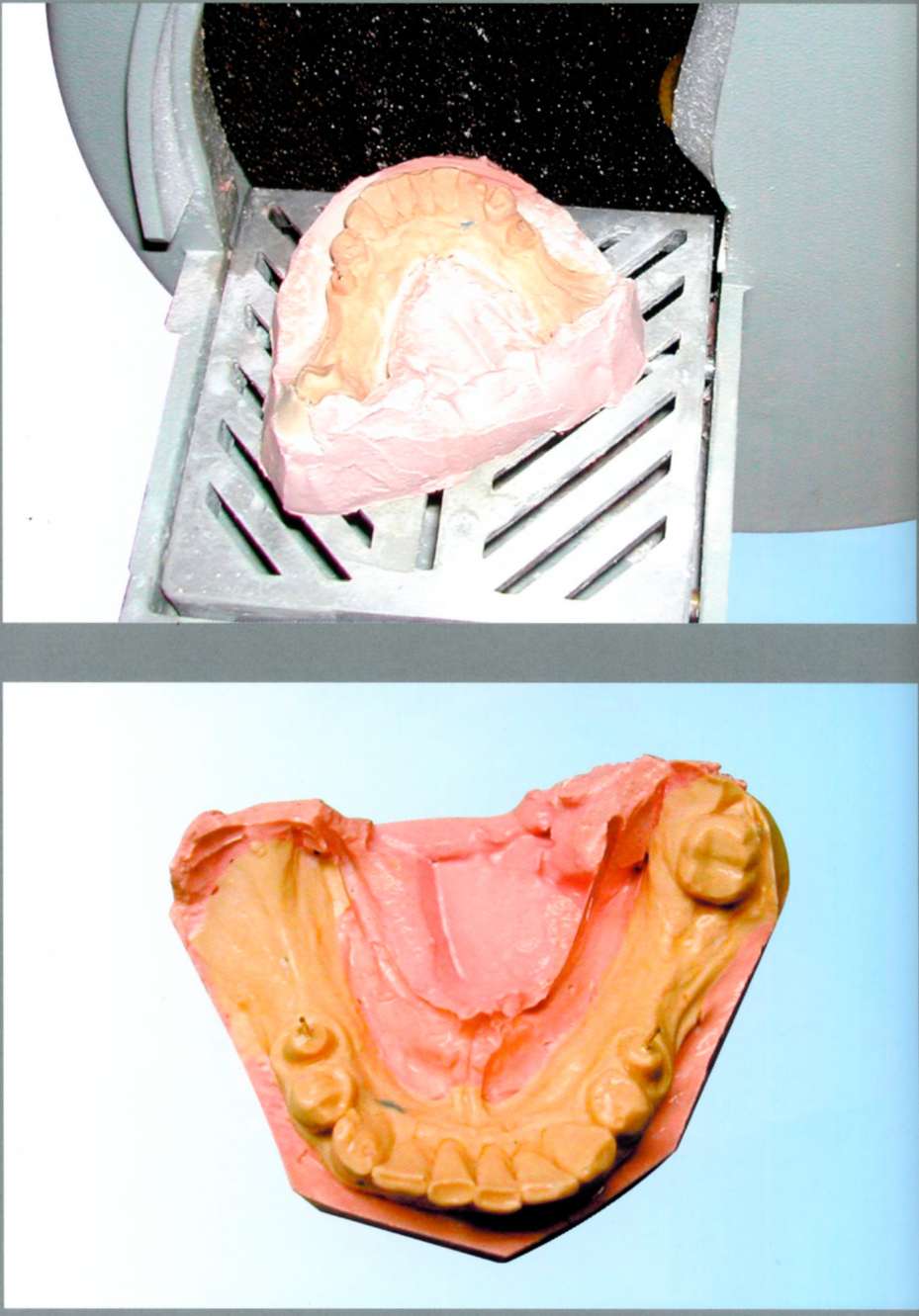
После этого снимаем с оттиска булавки вместе с резинками.
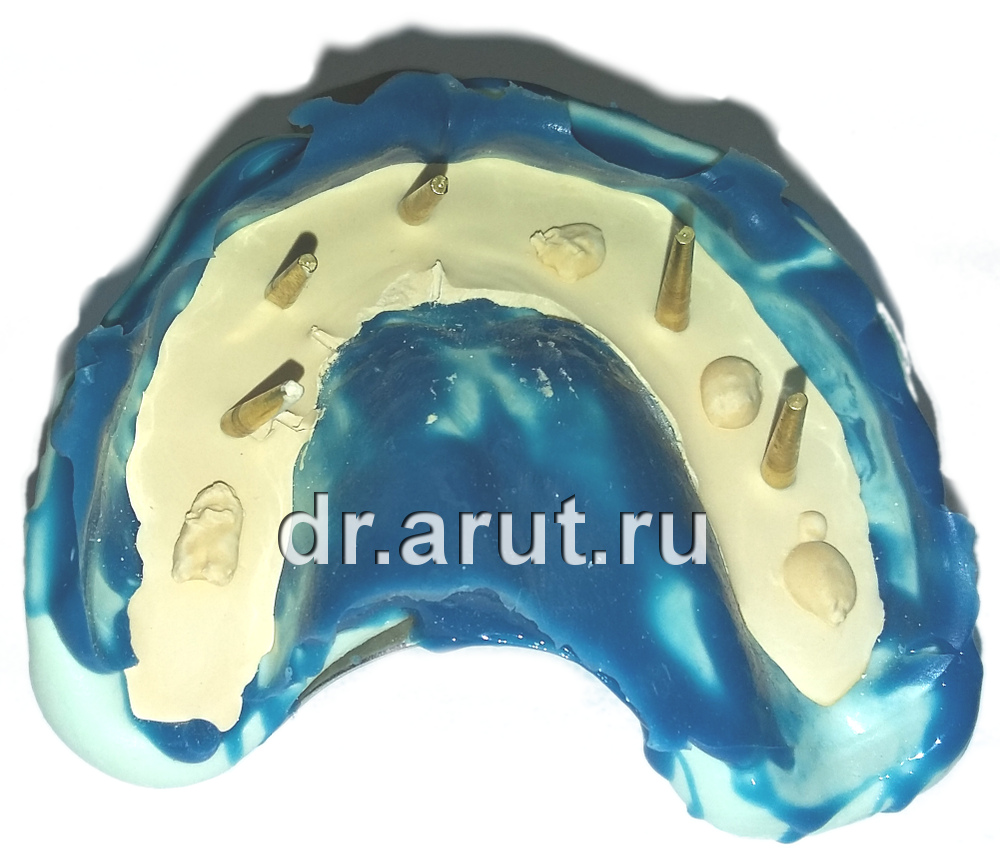
Оттиск вместе с рабочей частью модели
Те участки вокруг штифта, которые должны отделиться от цоколя модели мы смазываем вазелином (любым растительным или минеральным маслом, силиконовым маслом и т.д.) и отливаем цоколь модели из гипса III класса или обычного гипса (II класса).
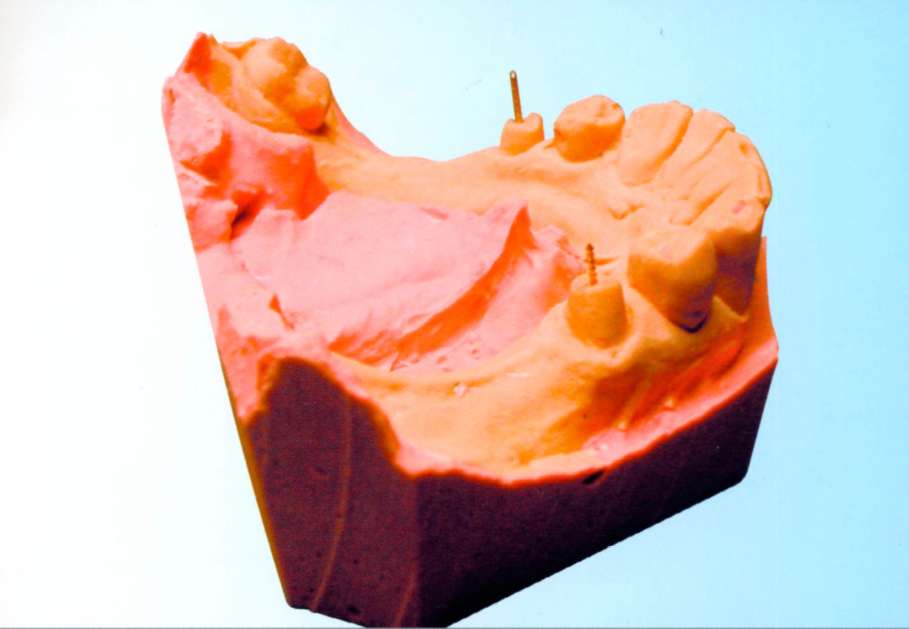
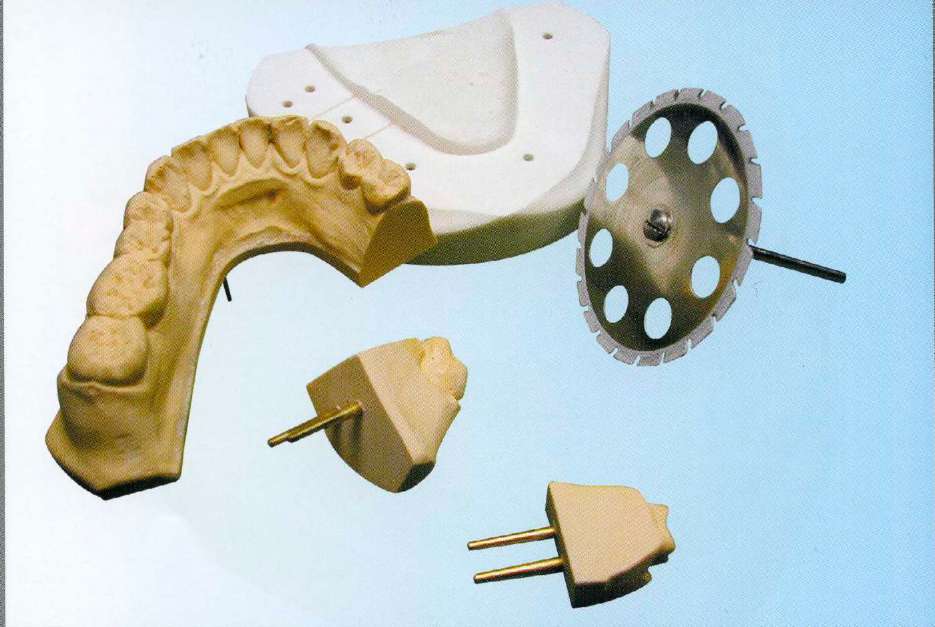
После этого извлекаем модель из оттиска, обрезаем края на триммере, распиливаем модель зуботехническим лобзиком или специальным алмазным отрезным диском для гипса и извлекаем штампики вместе со штифтом.
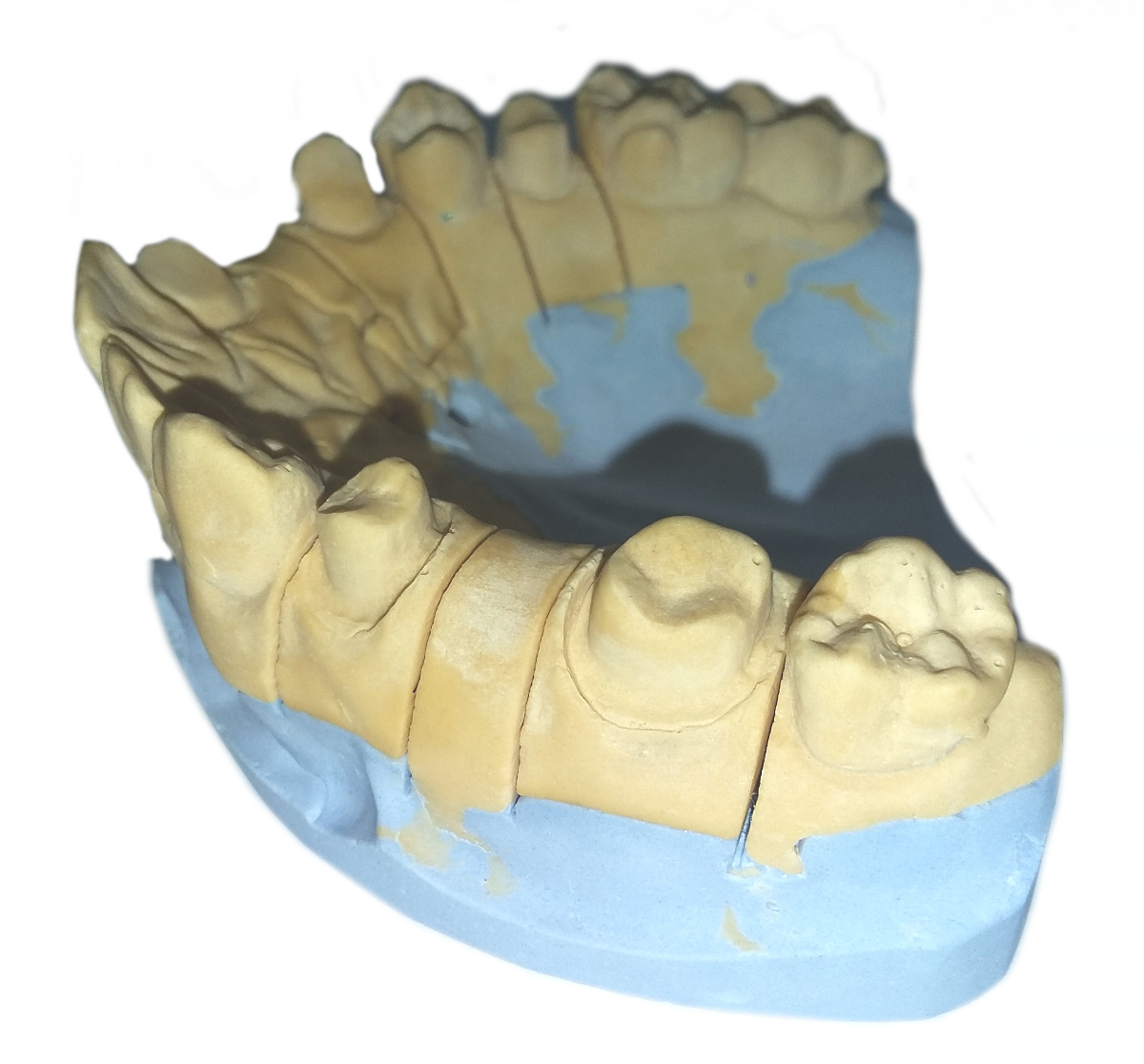
Разборная модель после распила
Далее гравируем штампики до зубодесневого желобка или кармана и покрываем их компенсационным лаком. Первый слой наносим на рабочую часть полностью, а вторую не доходя на 1 мм до уступа. Таким образом заканчиваем процесс изготовления разборной модели.

Готовая разборная модель
Критериями правильного изготовления разборной модели являются:
- Отсутствие щели между штампиком и цоколем модели;
- Отсутствие люфта у штампика в любом направлении, в том числе и вращение вокруг оси штифта;
- Отсутствие повреждений рабочей поверхности (сколы, поры и др.);
- Край уступа заканчивается по линии зубодесневого желобка или кармана;
- Участки без штифта крепко соединены с цоколем модели.
Варианты изготовления разборной модели.
Второй операцией по созданию металлокерамических конструкций является изготовление гипсовой разборной модели.
Существует несколько методов изготовления разборной модели:
A. штифтовой метод;
Б. метод с использованием пиндекс-системы;
B. бесштифтовой метод.
ИЗГОТОВЛЕНИЕ МОДЕЛИ ШТИФТОВЫМ МЕТОДОМ Процесс изготовления гипсовой разборной модели для металлокерамической конструкции штифтовым методом можно условно разделить на 3 этапа:
I этап — установка штифтов;
II этап — получение гипсовой модели;
III этап — распиливание гипсовой модели на сегменты.
ИЗГОТОВЛЕНИЕ РАЗБОРНОЙ МОДЕЛИ С ИСПОЛЬЗОВАНИЕМ ПИНДЕКС-СИСТЕМЫ
ИЗГОТОВЛЕНИЕ МОДЕЛИ БЕСШТИФТОВЫМ МЕТОДОМ
При бесштифтовом методе нет необходимости использовать два типа гипса, что экономит время и материалы. С помощью производимых разными фирмами комплектов пластмассовых форм, обеспечивается точное и прочное положение элементов разборной модели и надежная фиксация модели в артикуляторе.
• Модель — это образец для изготовления какого-либо изделия, точно воспроизводящий форму последнего.
• Модель челюсти — это точная репродукция поверхности твердых и мягких тканей, расположенных на протезном ложе и его границах.
• Штифты для изготовления гипсовой разборной модели различаются:
A. по конструкции и форме рабочей части:
- с цоколем плоским (предотвращают перекручивание штифта) или игольчатым (для фиксации в оттиске в области препаровки зубов);
- с ретенциями — насечками — и канавками, обеспечивающими лучшую фиксацию в оттискном материале;
- штекерной формы — уплощенные участки предотвращают перекручивание штифта и облегчают отделение или срезку штифта после окончательного изготовления штампика;
Б. по конструкции и форме направляющей части:
- с цилиндрической или конической (облегчает посадку и изъятие штампика из цоколя модели) направляющей частью;
- с одинарной или двойной направляющей [с одной или двумя направляющими (в том числе с длинной иглой для фиксации в крае оттиска) ];
- с длинной иглой для фиксации в крае оттиска; B. по размеру (длине, ширине, диаметру).
• Гипс по твердости разделяют на 5 классов (ISO):
I — мягкий — используется для получения оттисков;
II — обычный — используется для наложения фиксирующих повязок;
III— твердый — используется для изготовления диагностических моделей в технологии съемного протезирования, а также для изготовления цоколя разборной модели в технике несъемного протезирования;
IV — сверхтвердый — используется для изготовления разборной модели;
V — особотвердый (синтетический) — используется для изготовления точных моделей.
• Гипсовую модель можно распиливать с помощью:
- специального лобзика и пилок разного размера, толщины, длины; - зуботехнического мотора и отрезных дисков с алмазным покрытием (диски различаются диаметром, толщиной, перфорацией и выбираются в зависимости от вида модели);
- специального прибора для распиливания модели на сегменты — сверлильно-разрезного аппарата.
ИЗГОТОВЛЕНИЕ МОДЕЛИ ШТИФТОВЫМ МЕТОДОМ

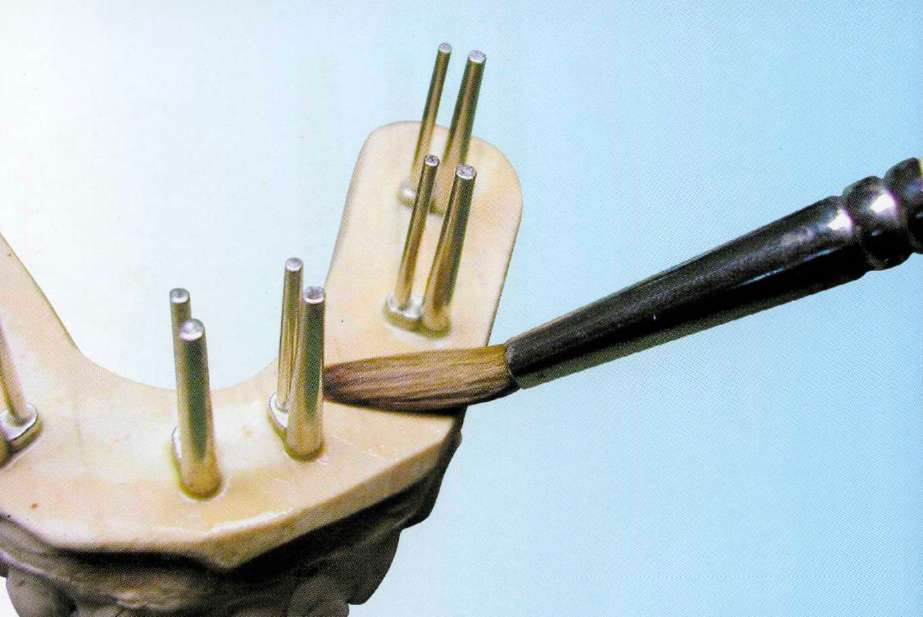
I этап — установка штифтов
Первый этап изготовления разборной модели — установка штифтов, например, игольчатых с фиксацией в области препаровки _

Установленные штифты должны быть параллельны друг другу в разных плоскостях


. и если штифты будут одинаковы по высоте.

. то не будет трудностей с нахождением их в основании цоколя модели. II этап — получение гипсовой модели


Замешиваем гипс IV класса.
Замешивание гипса лучше производить в вакуумном смесителе.
Это обеспечивает гомогенную структуру материала без включений пузырьков воздуха, которые в дальнейшем делают модель пористой. Если вакуумного смесителя нет, то замешиваем гипс в резиновой чаше.
Замешивание гипса вручную может приводить к неоднородности гипса и образованию в нем пузырьков воздуха.
Перед заливкой в области концевых краев оттиска с помощью многоразового силикона оформляем ограничители для гипса. Замешанный гипс заливаем в оттиск до его границ. На данном этапе используем вибрационный столик.
Он может быть различных размеров и,как правило, обеспечивает два режима вибрации. Благодаря вибрации, гипс равномерно и точно заполняет оттиск.


Ретенционные пункты можно создать с помощью гипса. 


После отвердевания гипса IV класса наносим на его поверхность, в области штифтов, изолирующую жидкость для разделения гипса IV класса от гипса III класса (цокольного) и дальнейшего легкого извлечения штампика из модели (после ее распиливания).
Далее замешиваем гипс III класса, постепенно заливаем его на ранее заполненный гипсом IV класса оттиск и формируем цоколь модели. Когда гипс отвердел, необходимо аккуратно снять оттиск с готовой модели.



Оформляем края (контуры) цоколя модели с помощью аппарата для обрезки моделей — триммера.
Существует два типа триммеров:
— дисковые с подключением воды;
— со шлифовальной лентой и вытяжкой
— для сухой обработки цоколя модели.
Триммер сухого типа предпочтителен, так как при работе с ним модель

не увлажняется и не происходит ее объемной деформации при высыхании.
После использования триммера с подключением воды модель необходимо просушить. III этап —

распиливание гипсовой модели на сегменты
При работе лобзиком делаем параллельные распилы гипса IV класса до касания лобзика гипса III класса.
Распилы модели на сегменты должны быть обязательно параллельны. Если это правило не выполняется, то сегмент невозможно будет вынуть из модели.


На основании модели частично освобождаем штифты от гипса. . что облегчает извлечение штампиков из модели. 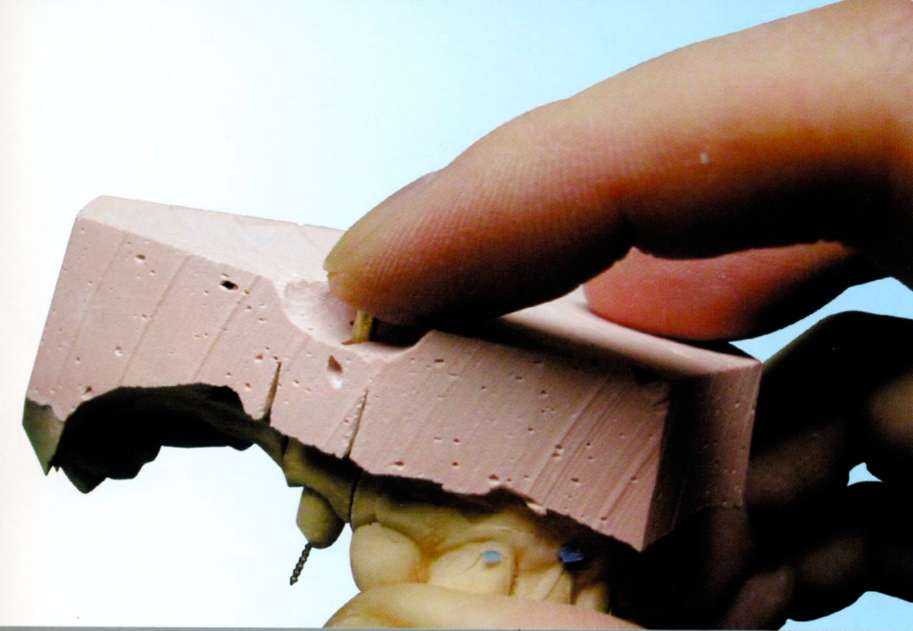


Фрезой убираем неровности гипса.
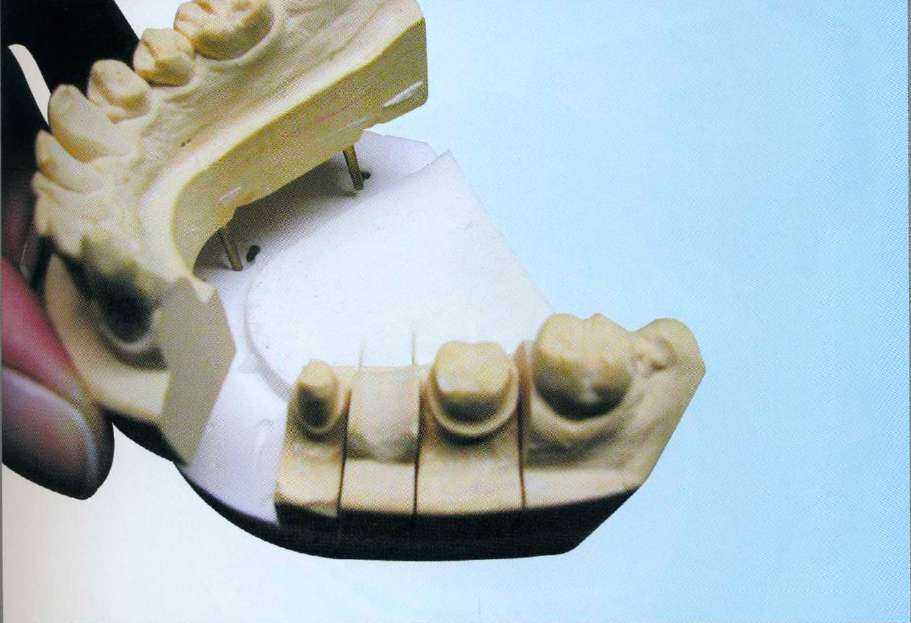
Из готовой разборной модели извлекаются гипсовые штампики препарированных зубов. Остальные фрагменты зубного ряда соединены ретенционными приспособлениями или ретенционными пунктами из гипса с цоколем модели.


ИЗГОТОВЛЕНИЕ РАЗБОРНОЙ МОДЕЛИ С ИСПОЛЬЗОВАНИЕМ ПИНДЕКС-СИСТЕМЫ
Замешиваем гипс IV класса твердости в вакуумном смесителе и заполняем им оттиск до границ. Оттиск для более точного заполнения гипсом помещаем на вибростолик на несколько секунд.
После отвердевания гипса извлекаем модель зубного ряда из оттиска. Шлифуем модель с использованием триммера, делая ровное основание модели. Аккуратно оформляем внешние границы модели. 


Если использовался триммер с влажной обработкой модели (подключенный к воде), то модель должна быть просушена, а затем специальной фрезой для обработки гипса оформляем внутреннй контур модели. _ 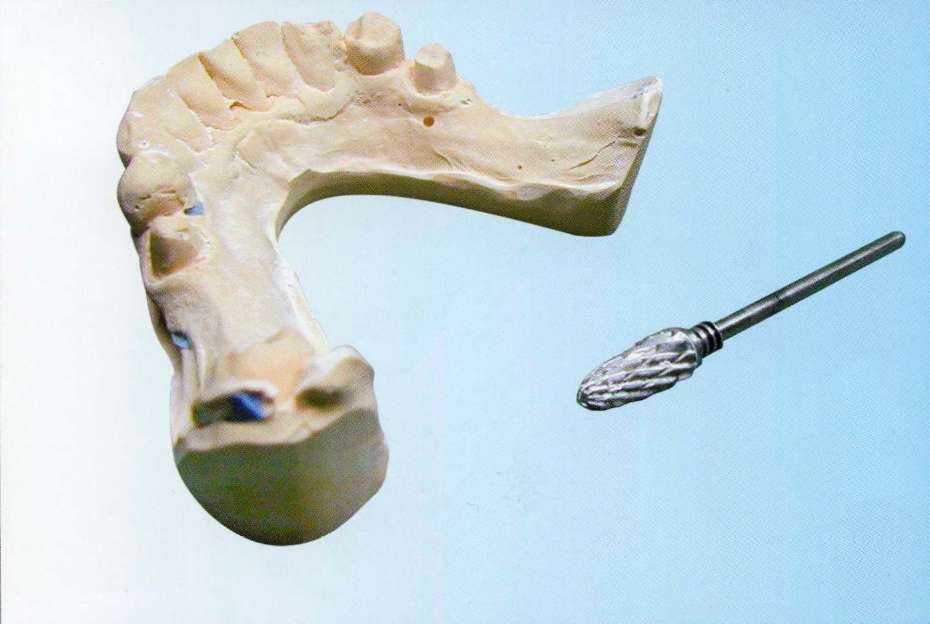

Используя автоматический прибор для сверления параллельных отверстий под штифты с лазерным указателем и регулировкой глубины сверления (пиндексмашины, пиндекс-системы), подготавливаем модель к установке штифтов (пинов).



Лазерная точка соответствует сверлу, находящемуся под плавно опускающимся столиком.
Просверливаем отверстия не только под препарированные зубы, но и под остальные фрагменты зубного ряда.






Если используются втулки для направляющих штифта, то они одеваются на направляющие до заливки цоколя модели.

Применяя формообразователь для цоколя модели, устанавливаем на него модель зубного ряда и заливаем цокольный гипс (гипс III класса).
После отвердевания цокольного гипса аккуратно оформляем края модели на триммере, после этого просушиваем модель, если триммер подключен к воде. 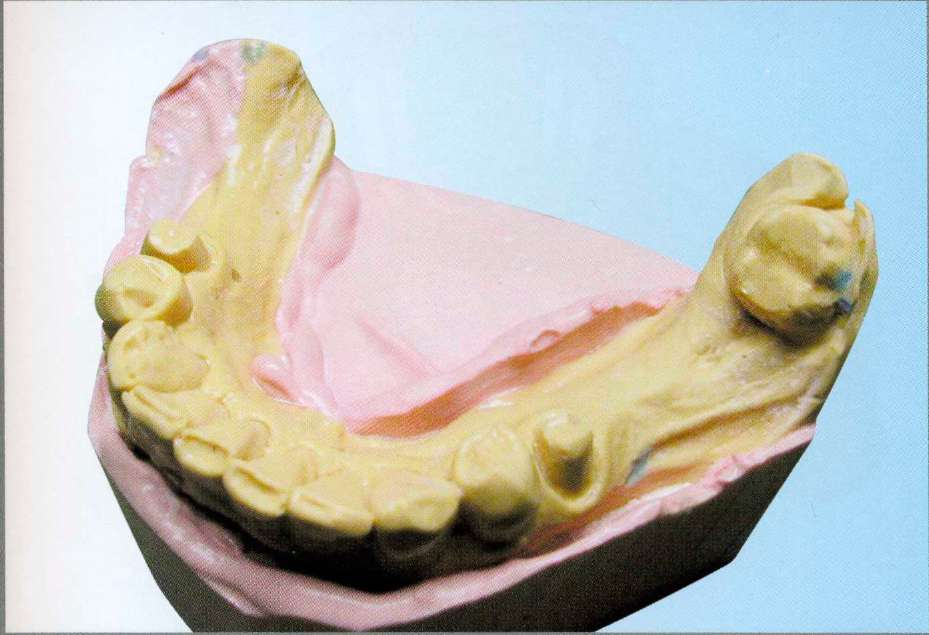


Отделяем от цоколя модель зубного ряда.


Диском с алмазным покрытием распиливаем модель на сегменты. Распилы должны быть параллельны.
При использовании пиндекссистемы мы получаем разборную модель, из цоколя которой можно извлекать не только штампики препарированных зубов, но и фрагменты всего зубного ряда.
ИЗГОТОВЛЕНИЕ МОДЕЛИ БЕСШТИФТОВЫМ МЕТОДОМ
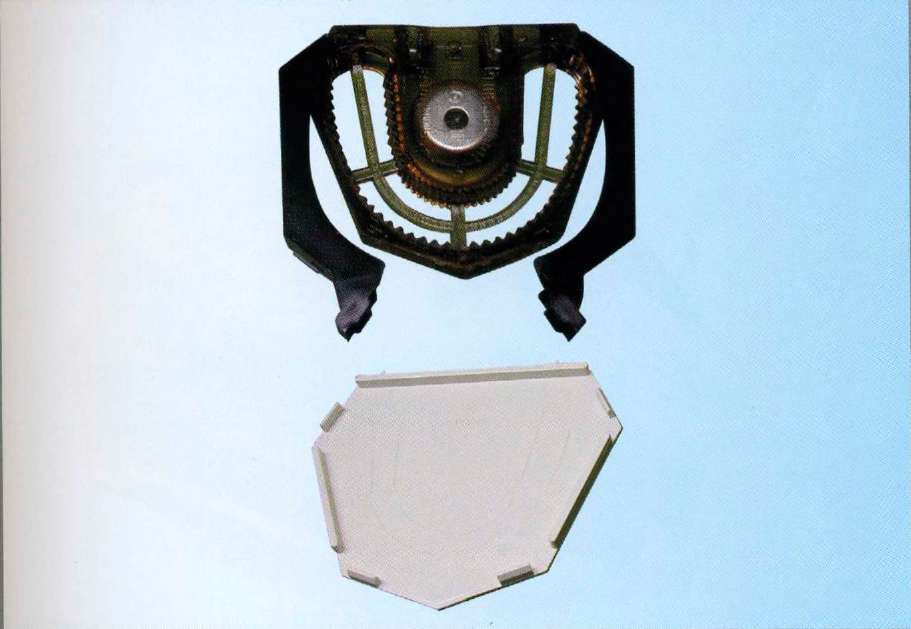
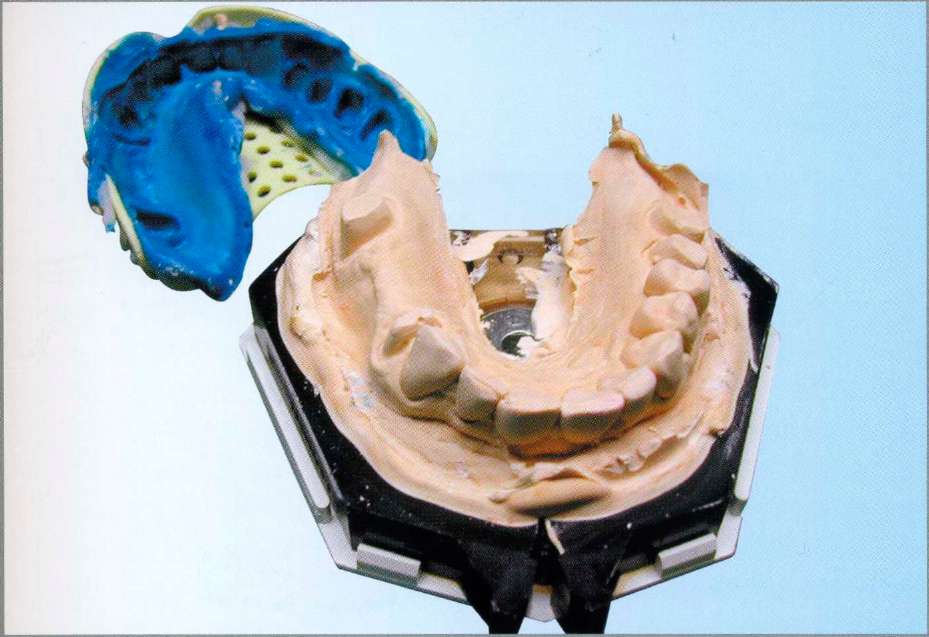
Подготавливаем пластмассовую форму, обрабатывая ее изолирующим от гипса спреем. Замешанным гипсом IV класса заполняем пластмассовую форму, а затем — оттиск.


Соединяем заполненные гипсом поверхности.
Оставляем их до полного отверждения гипса. Снимаем оттискную ложку с оттиском и получаем готовую модель. При данном методе нет необходимости использовать два типа гипса и триммер, соответственно, экономится материал и время.

После извлечения модели из пластмассовой формы распиливаем ее на сегменты, используя разрезной алмазный диск.

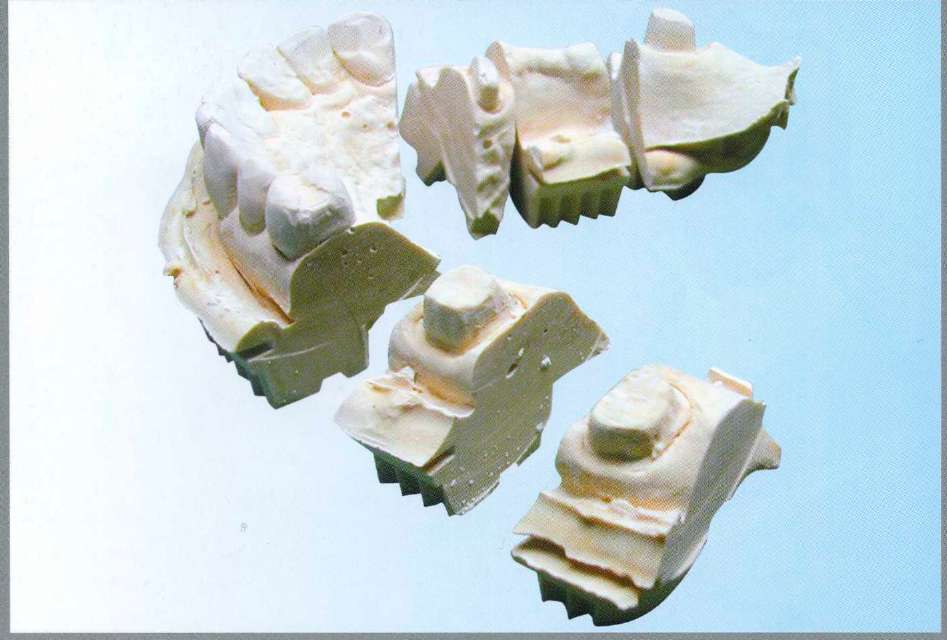
Сегменты разборной модели легко устанавливаются в форму, так как каждому сегменту соответствует цифровое обозначение на пластмассовом основании формы. 

Модель прочно фиксируется внешними рамками формы основания.
Читайте также: