Оздоровление условий труда в кузнечных цехах машиностроения
Добавил пользователь Евгений Кузнецов Обновлено: 28.01.2026
МЕТИЗНОЕ ПРОИЗВОДСТВО — производство металлических изделий (метизов) — болтов, винтов, шурупов, гаек, гвоздей, костылей, стальных канатов, сетки, биметаллической проволоки, имеющих повсеместное применение. М. п. включает процессы плавления и проката металлов, травление, волочение, калибровку, термообработку проволоки, горячую и холодную штамповку, нанесение гальванопокрытий.
Плавление и прокат металлов в М. п. сопровождаются значительными тепловыделениями, в результате чего температура воздуха цехов подвержена резким колебаниям, что неблагоприятно отражается на состоянии здоровья рабочих. При травлении проката в воздух рабочих помещений выделяются пары кислот, оказывающие раздражающее действие на слизистые оболочки глаз и верхних дыхательных путей. Волочение — протягивание проволоки сквозь твердосплавные фильеры требуемого диаметра — сопровождается высокой температурой воздуха в рабочей зоне, интенсивным шумом (см.), наличием в воздухе пыли (см.) или аэрозоля масла.
Условия труда в термических и горячих кузнечно-штамповочных отделениях М. п. (см. Горячие цехи, Кузнечно-прессовое производство) зависят от вида нагрева: они неудовлетворительны при применении твердого и жидкого топлива и значительно улучшаются при электронагреве, применении установок ТВЧ, природного газа. При горячей штамповке отмечаются интенсивные тепловыделения, высокое содержание окиси углерода, сернистого ангидрида, углеводородов, пыли, интенсивный шум. Процессы холодной высадки (штамповки) характеризуются шумовым фоном, выделением аэрозоля масла и нитрита натрия, а также щелочи в небольших концентрациях.
Производство металлических канатов на прядевьющих и канатовьющих машинах сопровождается шумом до 100 дб.
Производственный травматизм (см.) — термические и химические ожоги, травмы лица, глаз, пальцев рук (проколы, порезы, микротравмы), захваты механизмами конечностей и одежды, проколы стоп — наиболее важная гиг. проблема в М. п. Он встречается у прессовщиков, термистов, волочильщиков, травильщиков, гвоздильщиков, рабочих канатных и сеточных машин, у вспомогательных рабочих. Наиболее частое профзаболевание — неврит слухового нерва (см. Преддверно-улитковый нерв). Заболеваемость с временной утратой трудоспособности в М. п. выше, чем в целом по отраслям машиностроения.
Мероприятия по оздоровлению условий труда при процессах травления состоят в применении присадок (в т. ч. ингибиторов кислотной коррозии), соблюдении технологии и режима травления, устройстве эффективных вентиляционных систем, обеспечении рабочих кислотоустойчивой спецодеждой. При процессах волочения наиболее важным мероприятием в области охраны труда является механизация перемещения сырья и готовой продукции, что способствует устранению тяжелого физического труда и ручных операций. Замена порошка извести жидким стеклом устраняет пылевыделение. Оборудование волочильных станов уловителями проволоки резко снижает опасность травматизма.
При процессах термообработки решающим для нормализации условий труда является перевод печей на газовое топливо или электронагрев, замена свинцовой закалки ще-лочной или селитренной, термоизоляция нагретых поверхностей оборудования, устройство местной вытяжной вентиляции, механизация транспортных операций.
Радикальному оздоровлению условий труда при горячей штамповке способствует замена твердого и жидкого топлива газообразным или элекгронагревом, замена ее холодной высадкой там, где это допускается технологией. В цехах холодной штамповки эффективна автоматизация производства с соблюдением необходимых эргономических требований и выделением прессового оборудования на отдельные участки для локализации шума и устранения общей вибрации (см.).
Во всех цехах и на всех участках необходимо осуществлять меры по защите работающих от воздействия интенсивного шума согласно ГОСТ ССБТ 12.1.003—76. Ввиду большого числа работ, требующих напряженного зрительного контроля, и потенциальной опасности травматизма особое значение имеет организация рационального искусственного и естественного освещения (см.). Периодическим медицинским осмотрам подлежат травильщики, прокатчики и плавильщики, рабочие термических цехов, а также работающие в условиях воздействия интенсивного производственного шума.
Библиография Злотников С. Л., Казакевич П. и Михайлова В.Л. Техника безопасности и промышленная санитария в кузнечно-прессовых цехах, М., 1974, библиогр.; Серебря-н ы й Л. А. Гигиеническая оценка современных технологических процессов массового производства метизов, Гиг. труда и проф. заболев., № 7, с. 15, 1962, библиогр.; Справочник по гигиене труда, под ред. Б. Д. Карпова и В. Е. Ковшило, с. 261, 277, Л., 1979; Thielen R. G. Nuisances professionnelles chez les decri-queurs et les ebavureurs dans l’industrie siderurgique, Arch. Mai. prof., t. 32, p. 303, 19 71.
Физиолого-гигиеническая характеристика условий труда рабочих горячего цеха машиностроительного предприятия
Мероприятия по оздоровлению условий труда рабочих горячего цеха машиностроительного предприятия. Влияющие на здоровье неблагоприятные физиологические и гигиенические факторы в литейном, кузнечнопрессовом производстве, термической обработке металла.
| Рубрика | Безопасность жизнедеятельности и охрана труда |
| Вид | реферат |
| Язык | русский |
| Дата добавления | 07.08.2013 |
| Размер файла | 19,1 K |
Студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будут вам очень благодарны.
Государственное бюджетное образовательное учреждение
Высшего профессионального образования
Алтайский Государственный Медицинский Университет
Министерства здравоохранения и социального развития РФ
Кафедра гигиены и экологии человека
Тема: Физиолого-гигиеническая характеристика условий труда рабочих горячего цеха машиностроительного предприятия
Выполнила студентка 663 гр.
Руководитель: профессор., д.м.н.
Баландович Борис Анатольевич
Машиностроительная промышленность -- отрасль народного хозяйства, занятая изготовлением оборудования, транспортных средств, автотракторного хозяйства и других механизмов.
Основными цехами в машиностроительной промышленности являются литейные, кузнечные, термические, механические и механосборочные.
В литейном производстве процесс получения деталей связан с изготовлением необходимых форм и заливкой их расплавленным металлом (земляное, металлическое, или кокильное, литье, а также литье под давлением). В литейных цехах производится подготовка материалов для плавки и загрузка их в печи, плавка металла, выпуск и заливка в формы, приготовление формовочной и стержневой земли, приготовление форм и стержней, выбивка изделий из форм, обрубка и очистка изделий.
Все эти процессы сопровождаются выделением пыли, а также токсических и раздражающих газов (окиси углерода, сернистого ангидрида, акролеина, двуокиси азота и др.). При выбивке и очистке литья возникают шум и вибрация. При наблюдении за плавкой металла и при заливке его в формы рабочие подвергаются воздействию высоких температур и лучистой энергии.
Все это оказывает неблагоприятное влияние на здоровье рабочих, может вызывать острые и хронические профессиональные отравления и заболевания (например, литейная лихорадка).
В кузнечных цехах основными действующими вредными факторами являются высокая температура и инфракрасное излучение, большая физическая нагрузка, высокий уровень шумов и вибрация ударного действия.
В цехах термической и электролитической обработки металлов основными профессиональными вредностями являются высокая температура с инфракрасной радиацией, а также действие токсических паров и газов при обработке изделий в цианистых ваннах.
Все перечисленные профессиональные вредности оказывают неблагоприятное действие на здоровье рабочих, могут вызывать острые и хронические отравления и заболевания. Поэтому в горячих цехах машиностроительной промышленности принимаются меры оздоровления рабочего места в сочетании с профилактическими мероприятиями.
Оздоровительные мероприятия. Борьба с профессиональными вредностями идет как по пути улучшения и совершенствования технологических операций и оборудования (например, применение автоматики), так и по пути улучшения микроклимата рабочего места (применение приточно-вытяжной вентиляции, экранировки и водяной защиты рабочего в горячих цехах, устройство отсоса вредных газов и пыли у места их образования, уменьшение уровня шумов и т. п.).
В литейном цехе широко применяется замена земли жидкими быстросохнущими смесями, внедряется литье под давлением и кокильное литье в металлические формы. Пескоструйная очистка литья заменяется гидравлической, гидро-абразивной и очисткой с помощью искрового разряда в жидкой среде.
В кузнечном цехе производится перевод нагревательных печей с твердого, жидкого и газового топлива на индукционный электронагрев, замена паровых молотов гидравлическими прессами, уменьшение физической нагрузки рабочего благодаря внедрению механизации.
В цехах термической обработки металлов оборудуют цианистые и свинцовые ванны укрытиями с местным отсосом вредных продуктов, особое внимание обращают на экранирование и изоляцию рабочего от установок с токами высокой частоты, внедряются меры, повышающие электробезопасность всех операций в этом цехе.
Во всех горячих цехах машиностроительной промышленности необходимо большое внимание обращать на личную гигиену рабочих, их спецодежду, защиту глаз, а также проведение регулярных профилактических медосмотров и организацию профилакториев при заводах..
Литейное производство (важнейшая составная часть машиностроительной промышленности) -- получение изделий посредством заливки расплавленным металлом земляных, металлических, оболочковых форм, а также путем литья под давлением. Все еще встречается трудоемкий метод отливки чугунного литья и части стального литья в земляные формы. Наиболее неблагоприятные факторы в литейных цехах: пыль (выделяется при приготовлении формовочных и стержневых смесей, при выбивке, обрубке и очистке литья), токсические и раздражающие газы (выделяются при разливке металла), шум и вибрация при выбивке и очистке литья, воздействие высокой температуры и лучистой энергии при плавке и заливке металла. Степень выраженности того или иного фактора зависит от архитектурно-строительного оформления коробки здания и внутренней планировки пролетов, условий аэрации, характера технологического оборудования и его размещения, от вида применяемого топлива. Воздух в литейных цехах всех видов литья (черного и цветного) при трехсменной работе никогда не бывает свободен от токсических и раздражающих газов и паров -- окиси углерода, сернистого ангидрида, акролеина, аммиака, формальдегида, двуокиси азота и др. Концентрации этих газов в современных конвейерных и модернизированных цехах в большинстве случаев не превышают предельно допустимых. В последнее время достигнуто резкое снижение содержания паров окиси цинка в меднолитейных цехах, благодаря чему случаи литейной лихорадки у рабочих стали чрезвычайно редкими.
Оздоровление условий труда в литейных цехах состоит в рациональной планировке помещений, усовершенствовании оборудования, рациональном размещении его в пролетах, механизации производственных процессов, рационализации и автоматизации отдельных технологических процессов (например, литье в оболочковые формы). Существенным преимуществом способа литья в оболочковые формы являются: резкое сокращение расходов формовочных материалов и уменьшение количества перерабатываемой земли; получение чистой и гладкой поверхности изделий, что в значительной степени сокращает, а иногда и устраняет обрубно-очистные операции; значительное уменьшение общего числа рабочих, главным образом лиц, подвергающихся воздействию содержащей кварц пыли. Однако имеются и некоторые неблагоприятные в гигиеническом отношении факторы, например выделение пыли кварцевого песка, пульвербакелита и в отдельных случаях хромомагнезита и кварцита, а также паров растворителя бакелита (этиловый спирт) при приготовлении формовочной смеси. Кроме того, при изготовлений корковых форм возможно загрязнение воздушной среды окисью углерода, фенолом и промежуточными продуктами термического разложения -- углеводородами, в том числе 3,4-бензпиреном. Основные санитарно-гигиенические требования при литье в оболочковые формы: механизация всего процесса приготовления формовочных материалов, в частности исключение ручных операций при загрузке и выгрузке пылящих материалов, механизация съема готовых полуформ, особенно на многопозиционных формовочных машинах. Весьма целесообразной для уменьшения запыленности является замена обычных смесей плакированным песком. На заливочных участках необходимо предусматривать достаточную площадь для выдержки залитых форм под укрытием, оборудованным местной вытяжной вентиляцией. Процесс прецизионного (точного) литья сопровождается выделением в воздух помещения непредельных углеводородов, аммиака, акролеина во время формовки и выбивки сухого наполнителя и нанесения на форму маршалита (содержащего 80-- 90% свободного SiO2). Оздоровительные мероприятия требуют устройства общеобменной и местной вытяжной вентиляции, специальных вытяжных шкафов для просушки форм в аммиачной среде и для остывания залитых металлом опок с решетчатыми полками и подачей воздуха снизу и душирующей вентиляции на рабочих местах заливщиков.
Нагревание металла и его обработка в кузнечнопрессовых цехах сопровождаются воздействием лучистого тепла как от нагретого металла, так и от нагревательных печей. Происходит загрязнение воздуха помещений окисью углерода и сернистым ангидридом. Однако в современных цехах содержание в воздухе СО и SO2 невелико, так как цехи оборудованы устройствами для аэрации и рациональными дымоотводящими системами.
Оздоровительные мероприятия должны быть направлены на создание благоприятных метеорологических условий в кузнечнопрессовых цехах. В этих целях используют очищенный от примесей серы газ, индукционный нагрев. В случае применения мазута его, как и подаваемый к форсункам воздух, необходимо перед подачей в печи подогревать. Это обеспечивает более полное распыление и сгорание топлива и сокращает образование продуктов неполного сгорания. Снижение уровня шума в цехах достигается заменой паровых штамповочных молотов гидравлическими прессами. Исключение физического напряжения кузнецов достигается комплексной механизацией основных трудовых и промежуточных операций, применением манипуляторов для кантовки изделий под прессом, использованием для этой же цели консольных или электромостовых кранов, устройством; рольгангов для подачи поковок, подвижных станов и др.
физиологический гигиенический труд здоровье
Термическая обработка металла
Термическая обработка металла (при t° 1000--1300°) сопровождается химическими процессами. Для нагрева печей применяют газ, жидкое и твердое топливо, электричество. Широкое распространение получила термообработка металла токами высокой частоты (индукционный нагрев в высокочастотном электромагнитном поле). Систематическое воздействие полей высоких и ультравысоких частот может вызвать у рабочих функциональные расстройства ЦНС. При термообработке изделий в цианистых ваннах выделяются пары цианистых соединений, кожный покров загрязняется содержащей циан пылью. Работа на свинцовых ваннах сопровождается загрязнением воздушной среды парами свинца. Вследствие наличия большого количества печей и ванн, а также нагретого металла в термических цехах создаются неблагоприятные метеорологические условия.
Оздоровительные мероприятия заключаются в нормализации микроклимата, оборудовании цианистых и свинцовых ванн местной вентиляцией, соблюдении мер личной гигиены. При работе у генераторов высоких и ультравысоких частот напряженность электрического поля не должна превышать 10 Вт. В условиях кратковременного облучения (не более 15--20 мин. за рабочий день) допускается интенсивность облучения до 1 мВ/см2 при обязательном применении защитных очков. Необходимо экранирование установок и соблюдение мер электробезопасности. При массовом производстве облегчение и оздоровление условий труда достигаются применением печей непрерывного действия с толкательными конвейерами и другими механизмами. Автоматизируются процессы нагрева, закалки, промывки, загрузки, выгрузки.
Таким образом, профилактика неблагоприятного воздействия параметров микроклимата заключается в приведении параметров микроклимата к оптимальным (допустимым) значениям. Основным путем «оздоровления» условий труда в горячих цехах является изменение технологических процессов в направлении ограничения (экранирования) источников тепловыделений и уменьшения времени контакта работающих с нагревающим микроклиматом. Достигнуть уменьшения контакта работников с источниками теплового излучения и влагой, поступающей в воздух рабочей зоны, можно при помощи широкой автоматизации и механизации технологических процессов, герметизации производственного оборудования, перехода от циклических процессов производства к непрерывным, а также уменьшения физических усилий, напряжения внимания и предупреждения утомления работников. Значительно уменьшаются теплоизлучение и поступление лучистого и конвекционного тепла в рабочую зону при применении средств теплоизоляции и экранирования. Расчеты показывают, что теплоизоляция стенок термических печей, снижающая температуру их поверхности со 130 до 50°С уменьшает тепловыделение в 5 раз. Весьма эффективной защитой от лучистого тепла являются отражательные экраны и водяные завесы. Слоя воды в 10 мм достаточно, чтобы поглотить всю тепловую радиацию от открытой нагревательной печи. Многослойные экраны практически полностью отражают тепловое излучение от стенок высокотемпературных агрегатов и оборудования. На некоторых рабочих местах, например, на постах и пультах управления литейным оборудованием, в кабинах машинистов кранов, электрогазосварщиков, целесообразно наряду с отражающими экранами применять охлаждение стен или устанавливать охлаждаемые (до +5°с) экраны, усиливающие теплоотдачу за счет излучения. В производственных помещениях с наличием мощных источников конвекционного и лучистого тепла одной из важных мер по нормализации метеорологических условий является аэрация, обеспечивающая беспрепятственный выход нагретого воздуха через шахты и окна в верхней зоне помещений. однако одна аэрация не может обеспечить благоприятного микроклимата на всех рабочих местах, поэтому следует применять системы вентиляции и местного воздушного душирования.
Среди мер личной профилактики перегревания существенное значение имеет правильная организация питьевого режима. При значительных потерях влаги (более 3,5 кг за смену) и значительном времени облучения инфракрасной радиацией (50% рабочего времени и более) применяется охлажденная (до +8°с) подсоленная (0,3% поваренной соли) газированная вода с добавлением витаминов. Эффективна замена воды охлажденным черным или зеленым чаем. При меньших потерях влаги расход солей восполняется с приемом пищи. Для предупреждения неблагоприятных сдвигов, обусловленных тепловой нагрузкой существенное значение имеет соблюдение специального режима труда с обязательными перерывами в работе. Введение перерывов на протяжении смены способствует восстановлению функционального состояния сердечно-сосудистой системы. Благоприятное воздействие после тепловых нагрузок оказывают гидропроцедуры в виде полудушей, устанавливаемых вблизи от места работы. В значительной степени защищает от перегревания спецодежда, которая должна быть воздухо- и влагопроницаемой, обладать определенными теплозащитными свойствами и в отдельных случаях отражать инфракрасную радиацию.
Кузнечно-прессовые и штамповочные цехи
Сущность процессов горячей ковки, штамповки и прессования заключается в обработке ударным, динамическим путем или давлением заготовок (слитков или проката), нагретых до 900—1100° для получения из них фасонных изделий.
Нагрев заготовок производится в специальных нагревательных печах, отапливаемых твердым, жидким и газообразным топливом. Наиболее гигиеничным видом топлива для нагревательных печей является природный газ, переход на который избавил кузнечные цехи ряда заводов от дыма, сажи и копоти, а также от наличия в воздухе высоких концентраций сернистого газа (30—50 мг/м 3 ), обнаруживаемых при работе на твердом и жидком высокосернистом топливе (мазуте) или неочищенном от серы генераторном газе. Окись углерода в кузницах благодаря большому обмену воздуха при аэрации обычно содержится в концентрациях ниже предельно допустимых.
В кузнечно-прессовых цехах, при обработке тяжелых деталей, происходит большое выделение тепла в рабочую зону, особенно при работе нагревательных печей с выпуском продуктов горения в цех.
Значительны также тепловыделения от нагретых поверхностей печей и от поковок, остывающих в цехе.
Нагретые поверхности оборудования и деталей служат источником конвекционного тепла. При недостаточной аэрации температура воздуха в кузницах тяжелых поковок летом может достигнуть 40—45°. Воздействие на работающих воздуха высоких температур сочетается со значительным инфракрасным излучением, особенно от внутренних поверхностей печей при открытых рабочих окнах, когда интенсивность излучения может достигнуть 10 гкал/см 2 /мин; интенсивность излучения от нагретых поковок составляет 0,5—6 гкал/см 2 /мин.
Неблагоприятным санитарным фактором в кузнечно-прессовых цехах является также высокочастотный шум интенсивностью до 100 дБ и выше, генерируемый машинами ударного действия (ковочными машинами). Штамповочные прессы, где вместо удара применяется давление, генерируют значительно менее интенсивный шум низких частот.
Наконец, при недостаточной механизации процессов подачи и уборки заготовок работа кузнецов, штамповальщиков и прессовальщиков может быть связана со значительным физическим напряжением, что в неблагоприятных метеорологических условиях может сопровождаться перегревом, нарушением водно-солевого баланса. В этих цехах наблюдается повышенный уровень заболеваний сердечно-сосудистой системы и желудочно-кишечного тракта.
Основными путями оздоровления условий труда в кузнечно-прессовых цехах являются: переход на отопление печей природным или очищенным от серы генераторным газом; удаление отработанных газов из цеха; охлаждение горячих поковок вне помещения цеха или в специальных охладительных галереях с отсосом из них горячего воздуха; широкое применение мер защиты рабочих от облучения — термоизоляция нагретых поверхностей печей; водяное охлаждение на крышках и рамах печей; устройство водяных завес перед загрузочным отверстием печей; установки экранов с воздушной прослойкой между печью и рабочим местом; дистанционное управление процессом загрузки и выгрузки печей, особенно для крупных заготовок, а также подачей заготовок на обработку и снятием их с ковочных и прессовых машин; учет при проектировании кузнечно-прессовых цехов всех мер для улучшения аэрации; широкое применение в кузнечно-прессовых цехах, в первую очередь для тяжелых поковок, всех средств комплексной механизации процессов обработки — манипуляторов (рис. 117), толкателей, рольгангов, пневматических подъемных столов, тележек на монорельсах и других приспособлений для механизации подачи, продвижения, кантовки и уборки заготовок; применение средств нормализации микроклиматических условий на рабочих местах (охлаждение приточного воздуха), а также отдельных мероприятий, способствующих улучшению теплообмена человека с окружающей средой (воздушное душирование с охлаждением воздуха мелкораспыленной водой, радиационное охлаждение и т. п.).
Наряду с этим необходимо проводить ряд мероприятий, облегчающих восстановление нарушенных физиологических функций рабочих (устройство в цехах комнат и мест отдыха с нормализованным микроклиматом, например беседок с водяными завесами; обеспечение рабочим возможности во время перерывов принимать душ и полудуш; организация рационального питьевого режима).
Снижению шума способствуют возможно более широкое использование прессов вместо молотов, увеличение нагрева заготовок и другие меры, позволяющие применять механизмы с уменьшенной силой и звучностью ударного действия.
Для снижения газовых загрязнений воздуха необходима рационализация внутрицехового транспорта — замена автокаров, загрязняющих воздух выхлопными газами, электрокарами.
Литейные цехи
В ряду литейных цехов наиболее широко распространены чугуно- и сталелитейные и в меньшей степени цехи цветного литья.
Сущность литейного производства заключается в получении фасонных изделий из чугуна, стали, цветных металлов путем заливки расплавленного металла в соответствующие формы: непостоянные земляные, постоянные металлические (кокильное литье, литье под давлением, вакуумное, центробежное) и выплавляемые (прецизионное, или точное, литье). Кокильное литье широко применяется для цветных сплавов и отчасти для стальных отливок, прецизионное литье — в приборостроении, для отливок мелких изделий. Для чугунного, стального и отчасти цветного литья метод применения земляных форм на ближайший период останется основным.
Технологический процесс литейного производства заливкой в земляные формы состоит из следующих этапов: приготовление формовочных и стержневых составов, приготовление форм и стержней, подготовка материала для плавки и плавка его, заливка форм, выбивка изделий из форм, обрубка и очистка изделий.
Приготовление формовочных составов заключается в размоле, просеивании и смешивании песка, отработанной горелой земли, угля или кокса. Готовый состав подается вагонетками, ленточными транспортерами, пневмотранспортом в формовочные отделения. Приготовление форм для заливки металла может производиться вручную — при рассеянном (см. ниже) и крупном литье, а также при помощи машины в основном при конвейерном литье.
Стержни изготовляются как ручным, так и машинным способом.
Плавка чугуна производится в вагранках (тип шахтной печи), стали — в дуговых электропечах (в крупных сталелитейных — в мартеновских печах), цветных металлов — в индукционных печах.
Для заливки форм металлом применяются ковши, передвигаемые кранами. Изделия из форм выбиваются вручную (мелкие изделия), на вибрационных решетках, кранами (крупные изделия). После выбивки изделия подвергаются обрубке и очистке.
Наиболее механизированными являются литейные цехи массового производства (конвейерного типа). Они отличаются от литейных так называемого рассеянного типа еще и тем, что в них процессы заливки, выбивки и пр. осуществляются на специально выделенных участках цеха; на этих участках и сконцентрирован комплекс основных производственных вредностей литейного производства (инфракрасное излучение, газы, пыль). В литейных же рассеянного типа все процессы, начиная от заливки и кончая выбивкой, происходят по всей площади литейного цеха.
Землеподготовительное отделение, в котором приготовляются формовочные и стержневые составы и перерабатывается огромное количество сыпучих материалов — песка, кокса, угля, глины и отработанной горелой земли, является одним из наиболее неблагоприятных участков по пылевыделению. По характеру производства его отделение наиболее легко поддается механизации. Однако широкое применение открытых ленточных транспортеров, открытых бегунов для размола и смешивания формовочных составов служит причиной поступления в воздух пыли, содержащей высокий процент свободной двуокиси кремния.
Особенно значительно выделение пыли при транспортировке горелой земли. Если эта земля предварительно не смочена водой, в воздух в большом количестве выделяются мелкие фракции пыли.
Для улучшения условий труда требуется механизация приготовления формовочных и стержневых составов и транспорта исходных материалов, в первую очередь горелой земли. Во вновь проектируемых цехах предусматривается также применение транспортных устройств, при которых отсутствует выделение пыли в воздух цеха (гидротранспорт, закрытые транспортные ленты, пневмотранспорт). Смешивающие бегуны, мельницы для размола глины и других материалов, сита, грохоты, перепады с ленты на ленту должны быть оборудованы укрытиями с аспирацией от них запыленного воздуха.
Формовка и изготовление стержней состоят в следующем. Сущность технологического процесса формовки заключается в набивке и уплотнении формовочной земли вокруг модели в разъемных половинках опоки, сушке готовых форм и стержней. В последнее время, особенно в литейных конвейерного типа, изготовление форм и стержней механизировано путем применения различных формовочных машин встряхивающего типа.
При формовке крупных изделий в литейных тяжелого литья (на плацу) применяются также ручные пневматические трамбовки. Для изготовления стержней и набивки крупных форм используются пескодувные (рис. 114) и пескометные машины.
Рис. 114. Пескодувная машина для формовки.
Сушка форм и стержней проводится в специальных сушилах, обогреваемых твердым, жидким или газообразным топливом или электричеством. С гигиенической точки зрения наиболее прогрессивны газовые тоннельные сушила и поверхностная подсушка форм инфракрасными лучами. В последнее время начала широко применяться холодная сушка форм и стержней, приготовленных на жидком стекле путем продувания их углекислым газом. С гигиенической точки зрения этот метод прогрессивен.
В формовочно-стержневых отделениях при механической формовке рабочие подвергаются воздействию шума (до 95—110 дБ) и вибрации; ручная формовка на плацу связана с вынужденным неудобным положением тела и значительным физическим напряжением. Выделение пыли при работе формовочных машин невелико. Пескодувные машины при недостаточно плотном прилегании по разъему форм могут быть значительными источниками пылевыделения.
Некоторые крепители для стержней могут служить источником выделения токсических веществ: в случаях применения минеральных масел, аммиака, формальдегида и др.
В качестве оздоровительных мероприятий в формовочных и стержневых отделениях рекомендуется: применение пылеотсасывающих приспособлений вместо обдувки форм; уплотнение резиновой прокладкой разъема форм на пескодувных машинах; применение формовочных машин, сконструированных на принципе прессования, вместо машин встряхивающего типа, служащих источником вибрации.
Плавка чугуна производится в вагранках, стали — в дуговых электропечах и мартеновских печах, цветного литья — в основном в индукционных печах.
Операции по подготовке шихты, обслуживанию плавильных агрегатов (загрузка вагранок и электропечей, удаление шлака) в большинстве случаев недостаточно механизированы и связаны со значительным мышечным напряжением, воздействием неблагоприятных метеорологических условий (значительное облучение, резкие колебания температуры), воздействием пыли в высоких концентрациях, газов (окись углерода, сернистый газ) и токсических аэрозолей (марганца и редких металлов) при плавке в электропечах специальных сталей, окиси цинка при плавке бронзы.
Вагранки и электродуговые печи служат источником загрязнения воздуха на значительных расстояниях от цеха. Так, одна трехтонная вагранка выбрасывает в час до 1200 г окси углерода и до 30 кг пыли.
Для оздоровления условий труда при плавке чугуна и стали необходимы следующие меры: пылеочистка и дожигание отходящих колошниковых газов от вагранок; механизация загрузки и выбивки днища вагранок; на крупных вагранках производительностью 5 т в час — грануляция шлака и механизация его удаления, механизация завалки электропечей, смены и наращивания электродов, устройство вытяжных зонтов над электропечами, очистка удаляемого через эти зонты газов; на индукционных электропечах, обогреваемых токами высокой частоты, должна применяться экранировка (см. главу IV).
Заливка форм связана с воздействием на работающих излучения от стенок горячего ковша и поверхности расплавленного металла (до 2 гкал/см 2 /мин на рабочих местах заливщиков) и выделяемой в процессе заливки окиси углерода (вследствие сгорания органических примесей в земле). Наибольшее количество окиси углерода выделяется в заливочных отделениях конвейерных литейных цехов. Поэтому над заливочным конвейером устраивают мощную вытяжную вентиляцию в виде так называемой панели Чернобережского.
В литейных рассеянного типа удаление выделяемой окиси углерода достигается устройством общеобменной вентиляции с подачей приточного, подогретого зимой, воздуха в рабочую зону при помощи механической вентиляции и удалением воздуха из верхней зоны при помощи дефлекторов. Обмен воздуха в час определяется из расчета количества заливаемого металла на площади цеха—до 18 000 м 3 /час на тонну литья черных металлов и до 50 000 м 3 /час на тонну цветных металлов.
Выбивка опок — одна из самых неблагоприятных операций в литейных как конвейерного типа, так и серийного и индивидуального производства. Основным агрегатом является выбивная решетка. С гигиенической точки зрения инерционные решетки имеют преимущество перед пневматическими: ниже интенсивность шума, меньше выделения пыли- При выбивке опок, особенно в конвейерных литейных, в концентрированном виде совмещаются все вредности литейного производства: высокая температура (так как отливка не успевает достаточно охладиться), значительное облучение, а также пылегазовыделение, шум интенсивностью более 95 дБ, вибрация, наличие физически тяжелых операций при ручном обслуживании оборудования. На этом участке наблюдается самая высокая среди работающих в литейном цехе общая заболеваемость.
Для устранения указанных дефектов необходима механизация выбивки в крупных литейных (производительностью более 5000 г в год) и автоматизация этого процесса в конвейерных литейных.
Для удаления газов и пыли от выбивных решеток устраиваются механические отсосы. Наилучший эффект дает отсос от полностью укрытых решеток (при автоматической выбивке), а также при устройстве накатных кожухов при выбивке крупных отливок (рис. 115,а и б). При выбивке мелкого литья отсос может осуществляться через решетку. При выбивке более крупного литья необходимо устраивать дополнительно боковой отсос.
Рис. 115. Накатный кожух на выбивной решетке.
а — установка опоки, кожух открыт; б — кожух закрыт, вентиляция включена.
Очистка и обрубка отливок достигаются в современных условиях во многих случаях ручной обработкой крупных отливок обрубными молотками и подвесными наждаками, а для отливок небольшого размера — обработкой их в очистных барабанах. Широко применявшаяся сухая пескоструйная очистка отливок в СССР запрещена и заменена дробеструйной очисткой, а для очистки крупных деталей — гидроочисткой и гидропескоочисткой (рис. 116). Наиболее вредными в очистных отделениях являются высокие концентрации пыли (до 60 мг/м 3 ) при выдувке земли из полостей сжатым воздухом (до 1000 мг/мг), содержащей высокий процент свободной двуокиси кремния, а также шум (до 80—90 дБ) и местная вибрация при обработке ручными пневматическими молотками. Дробеструйные камеры должны быть снабжены вытяжной вентиляцией и устроены так, чтобы рабочие находились вне камеры. При гидропескоочистке пыль не выделяется. Для ликвидации шума очистные барабаны должны быть покрыты звуконепроницаемым материалом.
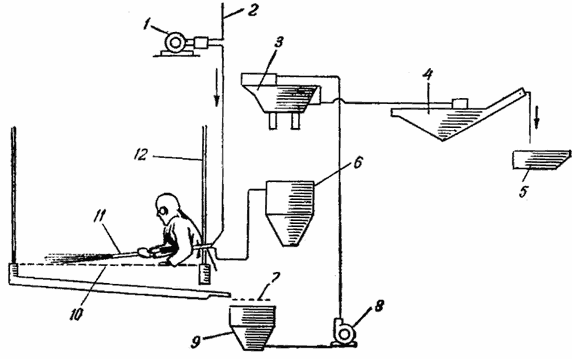
Рис. 116. Схема песко-гидроочистки в комплексе с регенерацией песка.
1 — насос высокого давления; 2 — водопровод; 3 — бункер-отстойники; 4 — грязеудаление; 5 — грязесборник; 6 — очистной песок; 7 — встряхивающее сито; 8 — шламовый насос; 9 — шлямосборннк; 10 — решетчатый пол; 11 — сопло; 12 — гидрокамера.
Происходит более широкое внедрение способов очистки, не связанных с выделением пыли (электрохимическая очистка литья) и применение различных способов механизации наждачных работ, особенно в литейных конвейерного типа с укрытиями и отсосом от наждачных кругов. Используются также такие способы очистки и обрубки, как электродуговая строжка приливов, газовая резка, электроконтактная зачистка, фрезерование плоских поверхностей и др.
Для снижения запыленности обрубные молотки должны быть снабжены специальным оросительным устройством. Применяются установки электрогидроэффекта («Искра»).
Заболеваемость в литейных цехах, как правило, выше общезаводской. Наиболее высока она среди работников литейных цехов тяжелого литья, где ниже уровень механизации.
Особо следует отметить сравнительно высокий уровень профессиональных заболеваний в литейных цехах. Первое место среди них занимает силикоз. Раньше предполагалось, что силикозом болеют в основном пескоструйщики; в настоящее время можно считать, что все профессии литейных цехов подвержены опасности заболевания силикозом. В ранние сроки (5—7 лет) могут заболеть рабочие наиболее пыльных участков — обрубщики, туннельщики, выбивщики и др.
Работа обрубщиков с вибрационными инструментами приводит к развитию и другого профессионального заболевания — вибрационной болезни.
Кроме литья в земляные формы, в последнее время, особенно для мелкого литья, применяется литье по выплавляемым моделям, корково-скорлупчатое литье в оболочковые формы и литье в металлические формы (кокили). Из них только последний способ литья не связан с использованием в процессе производства песка, поэтому при кокильном литье заболевания силикозом не встречаются.
При литье с применением выплавляемых моделей (прецизионное литье) в процессе приготовления моделей в сборке выделяются непредельные углеводороды, при нанесении покрытий на модели — пары этилсиликата, а также маршалит (кварцевая пыль) и при сушке моделей в аммиачной среде — аммиак.
Для оздоровления условий труда, помимо общеобменной приточно-вытяжной вентиляции, требуется наличие местных вытяжных устройств типа вытяжных шкафов над столами для приготовления и сборки моделей, применения маршалита и кварцевого песка; на участках сушки моделей в аммиачной среде необходимы вытяжные шкафы специальной конструкции.
Для формовки оболочковых форм при корково-скорлупчатом литье применяются песок и термореактивные смолы (например, бакелит). При изготовлении оболочковых форм, сушке их и заливке металла в формы выделяются окись углерода, фенол, а также в большом количестве сажа вследствие неполного сгорания оболочек.
С целью оздоровления условий труда над формовочной машиной, над столами склейки полуформ устраивают местную вытяжную вентиляцию. На участке заливки, помимо общеобменной вентиляции, для удаления сажи рекомендуется устройство вытяжных зонтов с удалением воздуха до 12 000 м 3 /час на тонну заливаемого металла.
ГОРЯЧИЕ ЦЕХИ, гигиена труда
ГОРЯЧИЕ ЦЕХИ, гигиена труда. Г. ц. — производственные помещения, в которых микроклимат характеризуется значительным образованием и выделением тепла св. 20 ккал/час на 1 м 3 помещения. Напр., в черной металлургии в некоторых цехах удельное выделение тепла колеблется от 100 до 600 ккал/м 3 -час и более. К Г. ц. относятся доменные, мартеновские, конверторные, электроплавильные, прокатные цехи в черной металлургии, литейные, кузнечно-прессовые, термические цехи на заводах машиностроения, цехи по выплавке и тепловой обработке цветных металлов, обжиговые цехи фарфоро-фаянсовых, керамических и кирпичных заводов, котельные отделения тепловых электростанций и др.
Тепло из различных источников поступает в цех большей частью в виде инфракрасного излучения (см.), составляющего не менее 60% всего отдаваемого тепла. Поглощаясь ограждениями, оборудованием и нагревая их, оно становится причиной образования источников вторичного теплового излучения. Одновременно в результате конвекционных токов происходит и нагревание воздуха в цехе.
Микроклимат в Г. ц. характеризуется значительными перепадами отдельных компонентов, особенно температуры и скорости движения воздуха.
В зависимости от характера тепловыделений производственный микроклимат Г. ц. условно разделяют на радиационный, конвекционный и смешанный (радиационно-конвекционный) .
Радиационный микроклимат — наиболее характерный для Г. ц. При этом климате интенсивность облучения рабочих при выполнении некоторых кратковременных производственных операций достигает 10— 15 кал/см 2 -мин и более; характер воздействия лучистой энергии определяется интенсивностью и длительностью облучения, спектральным составом и площадью облучаемого участка тела. Так, напр., облучение до 1 кал/см 2 -мин может переноситься неограниченное время, а в 1,5 кал/см 2 -мин — в течение 3—5 мин. Дальнейшее повышение его интенсивности уменьшает время переносимости до нескольких десятков секунд, а затем и секунд.
Конвекционный микроклимат цехов создается в результате нагрева воздуха от источников тепла, имеющих более высокую по сравнению с ним температуру.
Частой разновидностью производственного микроклимата является смешанный (радиационно-конвекционный) микроклимат, который характеризуется как инфракрасным излучением от первичных (печи, нагретый металл и др.) и вторичных источников излучения (строительные ограждения, оборудование), таки одновременно образующимися интенсивными конвекционными потоками воздуха, обусловливающими нагревание воздушной среды.
Рабочие Г. ц. постоянно или периодически подвергаются воздействию инфракрасного облучения, высокой температуры воздуха и его различной подвижности. В этих условиях, особенно при интенсивной мышечной деятельности, может произойти перегревание организма (см.). При этом основным механизмом удаления тепла из организма является потоотделение (см.) и испарение пота с поверхности тела, что может вызывать нарушение водного обмена (см. Водно-солевой обмен) и минерального обмена (см.). Дальнейшая реакция организма на чрезмерное тепловое воздействие выражается в повышении температуры тела, функциональных сдвигах сердечно-сосудистой, дыхательной систем, ц. н. с. и проявляется выраженным ухудшением самочувствия и снижением работоспособности. В связи с этим в условиях Г. ц. нормализация водносолевого обмена, соблюдение питьевого режима (см.) имеет первостепенное значение.
Перегревание организма может сопровождаться рядом патол, состояний, таких как тепловой удар (см.), глубокий обморок (см.), судороги (см.), тепловое истощение, тепловое утомление, тепловой отек. Легкие формы перегревания характеризуются следующими симптомами: общая слабость, головная боль, головокружение, потемнение в глазах, шум в ушах, жажда. Температура тела при этом достигает 38—39°, пульс и дыхание учащены. После перевода потерпевшего в помещение с нормальным микроклиматом и оказания ему первой помощи эти явления быстро проходят. Тяжелой формой перегревания является тепловой удар (см.). Значительные нарушения водно-солевого обмена при перегревании могут привести к судорожным состояниям. Как правило, в Г. ц. в современных условиях производства тяжелые формы перегревания не наблюдаются.
Микроклимат Г. ц. может вызвать также обострение ряда хрон, заболеваний, особенно сердечно-сосудистой системы. В Г. ц. по сравнению с цехами с нормальным микроклиматом у рабочих наблюдается более высокий уровень заболеваемости с временной потерей трудоспособности, в частности за счет простудных, сердечно-сосудистых, жел.-киш. заболеваний.
Создание благоприятных условий в Г. ц. достигается в результате внедрения новых техно л. процессов, снижающих тепловыделение в цех или предусматривающих его локальное удаление, а также внедрение комплексной механизации и автоматизации производственных процессов с дистанционным и программным управлением. Так, горячая прокатка заменяется холодной, для термической обработки металла применяются токи высокой частоты, широко внедряются непрерывная разливка стали и автоматизация трубопрокатного производства и др.
Основные параметры микроклиматических норм Г. ц. представлены в Санитарных нормах проектирования промышленных предприятий (СН 245—71). При пользовании этими нормами нужно учитывать время года и тяжесть выполняемой работы. В современных горячих цехах большая часть выполняемых производственных операций относится к работам средней тяжести. Появились и новые профессии операторов пультов управления, работа которых связана со значительным нервно-эмоциональным напряжением. Однако в Г. ц. все еще имеются производственные операции, выполнение которых связано с тяжелым физическим трудом. Для обеспечения наилучших условий аэраций имеет значение архитектурно-строительное решение здания Г. ц. Аэрация (см.) осуществляется регулированием естественного воздухообмена цеха — направление потоков и правильное распределение притока и вытяжки воздуха по всему цеху. Правильно организованная аэрация значительно снижает температуру воздуха в цехе.
С целью снижения излучения и конвекции установлен предельно допустимый уровень температуры (45°) поверхностей оборудования на рабочих местах. Там, где по техническим причинам невозможно достичь этой температуры (плавильные и нагревательные агрегаты, расплавленный и раскаленный металл и т. п.), необходимо принимать специальные меры для предупреждения поступления лучистого тепла в помещение. С этой целью используются теплопоглощающие (металлические листы, охлаждаемые водой, асбестовые щиты, заслонки и сетки) и теплоотражающие экраны (из альфоля на сетке, раме или асбестофанере, из полированного металла с воздушными прослойками). Экраны могут быть как стационарными, так и переносными.
Для предупреждения перегревания работающих в Г. ц. применяются воздушные души, или обдувающая вентиляция (см.). Воздушные души устраивают на постоянных рабочих местах, где интенсивность инфракрасного облучения превышает 300 ккал/м 2 -час. Воздушные души представляют собой местные приточные вентиляционные агрегаты, в которых может регулироваться как скорость движения подаваемого воздуха, так и его температура. При этом воздушная струя, как правило, направляется на облучаемую поверхность тела. Охлаждающий эффект от воздушных душей достигается гл. обр. за счет усиленного испарения пота. Операторы пультов управления работают в специальных кабинах с кондиционированием воздуха (см.).
Температура и скорость движения воздуха в воздушных душах нормируются в зависимости от интенсивности облучения, тяжести выполняемой работы и времени года (СН 245—71). При больших интенсивностях облучения находят применение и водовоздушные души, в струе воздуха которых при помощи специальных форсунок распыляется вода.
Для профилактики перегревания в Г. ц. существенное значение имеет режим труда с установлением во время работы кратковременных перерывов. Длительность и частота этих перерывов определяются характером работы и интенсивностью облучения. Для( их проведения рекомендуется устройство в цехах вблизи рабочих мест специальных кабин отдыха с охлажденными стенками и подачей свежего воздуха. В таких кабинах происходит быстрая нормализация температуры тела и восстановление физиол, функций организма. Помимо кабин отдыха, вблизи цеха могут быть организованы специальные комнаты отдыха с радиационной системой охлаждения.
Спецодежда в Г. ц. должна быть невоспламеняющейся и обладать малой теплопроводностью. Таким требованиям удовлетворяет сукно и различные виды брезентовой ткани. Для кратковременных работ, проводимых в местах с очень большим выделением тепла, могут быть применены «пневмокостюмы», т. е. костюмы с подачей охлажденного воздуха в подкостюмное пространство, а также гидрокостюмы или жилеты с подачей охлажденной воды. Наиболее рациональной является спецодежда, основанная на принципе отражения излучения, а не поглощения его (см. Одежда защитная). Для этой цели применяется дублированная фольга, к-рая нашивается на костюм, особенно на те его участки, которые подвергаются сильному облучению.
Для защиты глаз от инфракрасных лучей и светового излучения большой яркости применяются защитные очки со специальными светофильтрами (см. Очки, защитные) и светопрозрачные экраны для защиты лица.
Для снятия избыточного тепла после выполнения «горячих операций» периодически используются также гидропроцедуры, по л удуши, которые устраиваются вблизи цеха. При Г. ц. имеются также специальные помещения для принятия душа после работы.
Библиография: Галанин Н. Ф. Лучистая энергия и ее гигиеническое значение, Л., 1969, библиогр.; Кокорев Н. П. Гигиена труда в горячих цехах черной металлургии, М., 1965; Руководство по гигиене труда, под ред. Ф. Г. Кроткова, т. 1, М., 1965; Факторы, влияющие на здоровье в условиях работ при высоких температурах, Докл. науч. группы ВОЗ, Сер. техн. докл., №412, пер. с англ., М., 1970; Шер-р e р Ж. Физиология труда (эргономия), пер. с франц., с. 390, М., 1973; Эргономика, пер. с польск., под ред. В. Ф. Венда, с. 198, М., 1971; Эрман И. М. Основы гигиены производственного микроклимата в горячих цехах, Л., 1964, библиогр.; Minard D.a.o. Physiological evaluation of industrial heat stress, Amer, industr. Hyg. Ass. J., v. 32, p. 17, 1971, bibliogr.
Читайте также: